
Выплавляемые модельные составы

Эти составы в зависимости от состояния их при введении в пресс форму разделяют на жидкие ( полностью расплавленные) с малой вязкостью, жидкие с большой вязкостью, пастообразные.
Жидкие составы малой вязкости
Имеют преимущества: простота приготовления, лучшее заполнение полости пресс формы ( тонких сечений), более высокое качество поверхности моделей и возможность воспроизведения на них тонких рисунков, имеющихся на поверхности пресс формы.
Недостатки: пониженная точность размеров и медленное затвердевание. Пониженная точность размеров является результатом значительной и неравномерной усадки ( уменьшение объема и размеров) при охлаждении в жидком состоянии, при затвердевании и охлаждении затвердевшей модели.
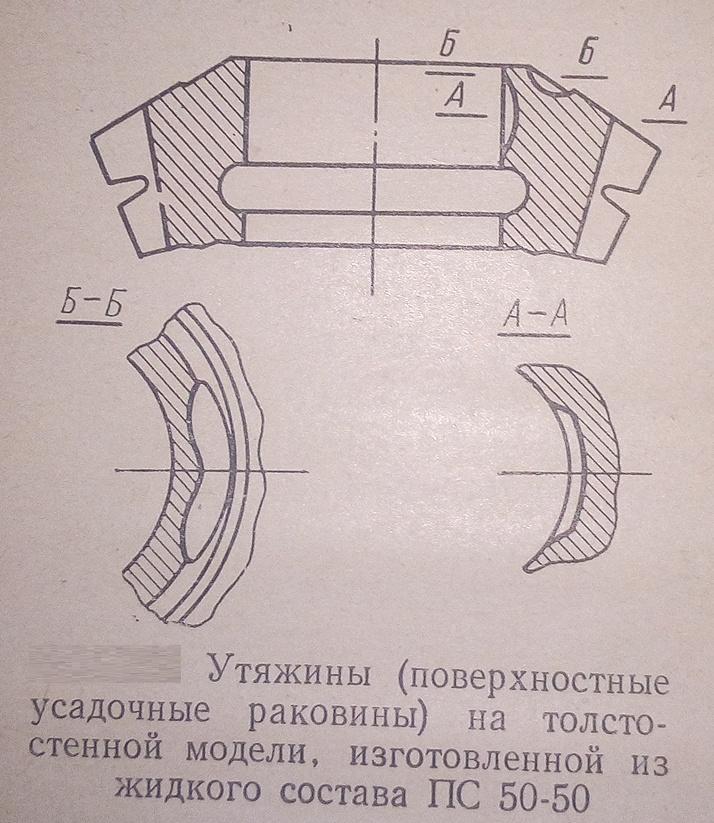
Неравномерность усадки ведет к искажению размеров и образованию местных утяжин.
См. рис.
Медленное затвердевание и остывание моделей снижает производительность труда и вызывает необходимость увеличения количества пресс форм на рабочем месте. Жидкие составы малой вязкости применяют для мелких тонкостенных моделей при небольшом объеме производства, более толстостенных, но полых моделей, а также элементов литниковой системы. Такие составы вводят в пресс формы свободной заливкой, без применения давления.
Жидкие составы высокой вязкости
Запрессовывают в пресс форму, так как они при свободной заливке не могут заполнять участки малых сечений. Преимущества: высокая прочность и твердость, что важно для тонких стенок и выступов моделей, отсутствие наружных утяжин и склонности к короблению, хорошее заполнение каналов малых сечений из-за применяемой запрессовке, повышенная точность размеров из-за частичной компенсации усадки модельного состава в жидком состоянии и при затвердевании во время запрессовки. Недостатки составов: более высокая стоимость, меньшая технологичность, высокая температура плавления, большая сложность приготовления, большее расширение при нагревании, что вызывает необходимость применения жидкого наполнителя и др. Такие составы применяют для моделей повышенной прочности и точности, чаще всего для турбинных лопаток.
Пастообразные модельные составы
Получают полным расплавлением и последующим охлаждением ниже температуры начала затвердевания. Преимущества: повышение производительности труда, уменьшение расхода материалов, меньшее повреждение литейной формы из-за расширения при удалении моделей по сравнению с жидкими составами, повышение точности размеров по сравнению с жидкими составами малой вязкости. Производительность повышается из-за меньшей продолжительности охлаждения состава, имеющего более низкую температуру. Расход материалов уменьшается за счет воздуха, замешиваемого в модельный состав при его приготовлении ( 8-10%). Наличие воздуха в пастообразном составе также уменьшает расширение модели при ее выплавлении, производящее к повреждению формы- разрыву формы. Точность размеров повышается за счет более низкой температуры вводимого в пресс форму состава, отсутствие усадки его в жидком состоянии и уменьшенной усадки при затвердевании.
Пастообразный модельный состав получил широкое распространение при массовом , серийном и индивидуальном производстве отливок, за исключением тонкостенных отливок и тех отливок к качеству поверхности которых предъявляются высокие требования. Из-за пониженной прочности пастообразные составы не применяют для крупногабаритных моделей и литниковой системы.
Ртуть
В замороженном состоянии может служить материалом для выплавляемых моделей и применяется некоторыми зарубежными фирмами. Такие модели применяются очень редко из-за вредных паров ртути и необходимости применения более сложного и дорогого техпроцесса.
Выжигаемые модельные составы
Такие составы поставляются в готовом виде. В цехах точного литья их не приготовляют. Эти составы запрессовывают в пресс формы нагретыми до размягчения на специальных машинах. Преимущества: высокая твердость, прочность, отсутствие склонности к короблению, постоянство размеров, высокое качество поверхности. Модели из этих составов могут длительное время храниться и транспортироваться без опасения их повреждения даже в условиях жаркого климата. Недостатки: повышенный расход (состав полностью сгорает, не образуя возврата), пониженная смачиваемость раствором огнеупорного покрытия, более высокая стоимость.
Выжигаемые модели применяют при изготовлении отливок высокой точности в условиях крупносерийного и массового производства. Эти составы следует применять только тогда, когда более дешевые модельные составы (выплавляемые), не обеспечивают требуемого качества производимого литья.
Растворимые модельные составы
Обладают хорошей жидкотекучестью в расплавленном состоянии, высокими прочностью и качеством поверхности, модели не деформируются. Недостатки: гигроскопичность (поглощение влаги из воздуха), хрупкость, плохая спаиваемость при сборке. Такие составы применяют для изготовления стержней (вставок), выполняющих полости в моделях из выплавляемых составов, что упрощает конструкцию пресс форм при изготовлении сложных отливок. Из-за перечисленных недостатков их используют редко.

