
Изготовление выплавляемых моделей в металлических прессформах

Изготовление выплавляемых моделей, конструкции моделей ЛГМ
Изготовление выплавляемых моделей происходит по определенной технологии и в прессформах разной конструкции. По конструкции модели могут быть сплошными и полыми . Полые модели имеют следующие преимущества: равномерная усадка из-за отсутствия наружных утяжин в массивных сечениях; отсутствие разрывов огнеупорного покрытия при выплавлении моделей в термостатах, т.к. расширение модельного состава происходит внутрь полости модели; ускорение затвердевания моделей в массивных сечениях и, следовательно, повышение производительности; экономия модельных материалов.
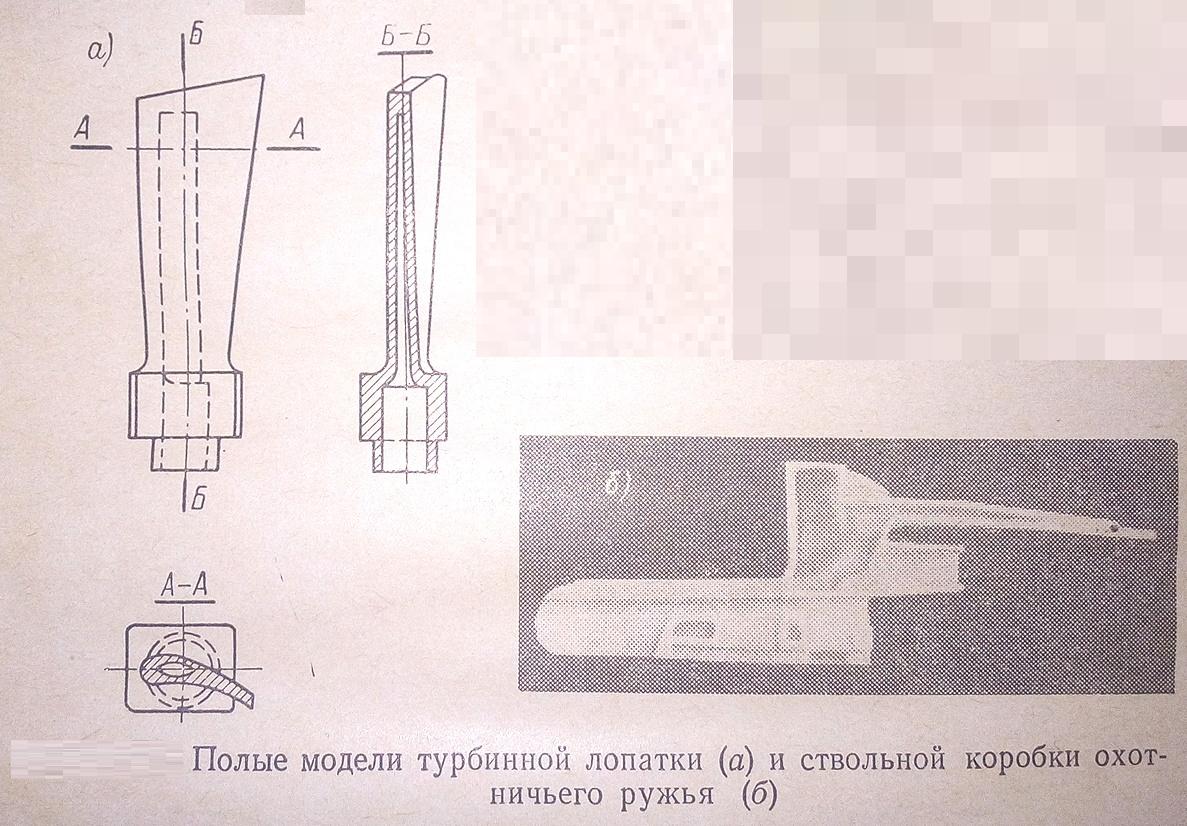
Таким образом, применение полых моделей обеспечивает получение наиболее правильных размеров моделей и отливок, уменьшение засоров в отливках и снижает стоимость моделей и отливок. Полости в моделях могут быть изготовлены применением специальных металлических вставок в пресс форме ( см. рис) и способом выливания.
При применении металлических вставок процесс изготовления моделей не отличается от изготовления сплошных моделей. Способ получения полых моделей выливанием будет описан далее. Перед изготовлением моделей рабочие полости пресс формы должны быть очищены от загрязнений и остатков модельного состава с помощью деревянных скребков и марли, смоченной в скипидаре, с последующей продувкой сжатым воздухом.
Поверхность пресс формы смазывают обычно трансформаторным маслом или смесью 50% касторового масла и 50 % спирта, наносимой марлей тонким слоем.
Отдельные части пресс формы устанавливают в определенном порядке и скрепляют.
Заполнение пресс форм модельным составом (пастообразным или жидким) может производиться в зависимости от применяемого оборудования на прессах, верстаках, поворотных столах и конвейерах. Пресс форма на поворотном столе при его вращении сначала проходит участок сборки, затем заполняется модельным составом, после чего охлаждается водой, воздухом или другими способами и поступает на разборку. В условиях массового и крупносерийного производства отливок иногда применяют пресс формы с вмонтированным в них водяным охлаждением для ускорения охлаждения моделей.

