Сборка моделей в комплекты производится для получения модельныъх блоков, модельным комплектом или блоком называют одну или несколько моделей отливок. Соединенных с моделью литниковой системы, если необходимо, то и с моделями прибылей.
Мелкие модели монтируются группами по нескольку штук в модельные комплекты для увеличения производительности. На всех последующих операциях изготовления отливок.
Это также уменьшает расход модельных материалов и металла. Более крупные модели отливок, изготовляемые каждая отдельно. Собирают в комплект с моделями прибылей и литниковой системы.
Модельные комплекты различают по признакам
В зависимости от размеров и конструкции отливок применяют модельные комплекты, различаемые по следующим признакам.
По количеству моделей отливок ( с одной или несколькими моделями). По способу подвода металла(снизу, сверху или сбоку). По положению главного литникового канала (вертикальное или горизонтальное).
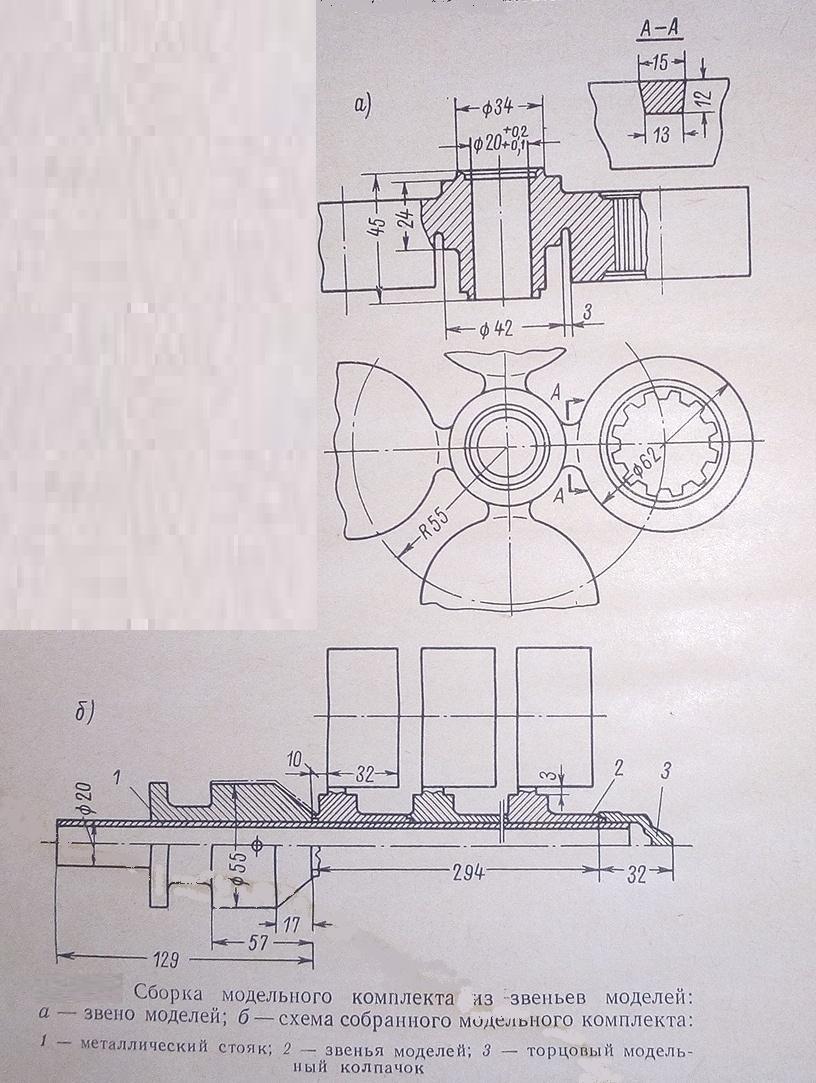
При изготовлении значительного количества мелких деталей целесообразно изготовлять модели звеньями с частью литниковой системы и собирать эти звенья на специальных металлических стояках.
Конструкция модельных комплектов должна обеспечить получение качественных отливок при наименьшем расходе материалов ( модельного состава, формовочных материалов, металла) и рабочего времени.
К модельным комплектам предъявляются следующие требования:
- Удобство сборки и возможность применения приспособлений для ее облегчения. При размещении моделей на литниковой системе учитывают доступность мест приплавления моделей к литнику. Возможность использования приспособлений, облегчающих сборку, например для удержания стояка в вертикальном или горизонтальном положении и для его поворота.
- Удобство нанесения огнеупорного покрытия на всю поверхность модельного комплекта и правильность его сушки. Для этого в модельных комплектах с несколькими моделями предусматривают возможность жидкого огнеупорного покрытия и песка. Присыпки покрытия в зазоры между отдельными частями модельного комплекта или через сквозные отверстия моделей. С этой целью расстояние между отдельными моделями в зависимости от их размеров должны быть в пределах 10 — 30 мм. Необходимо, чтобы огнеупорное покрытие первых 2 – 3 слоев на противолежащих поверхностях моделей не сливалось вместе и оставался бы зазор , обеспечивающий просыхание огнеупорного покрытия.
- Достаточная прочность, обеспечивающая удержание моделей в комплекте при нанесении огнеупорного покрытия, сушке, транспортировке и формовке. Она достигается при применении модельного состава необходимой прочности. Соответствующих величинах сечения элементов литниковой системы и и качестве присоединения к ней моделей отливки.
- Возможность хорошего прилегания формовочного материала (наполнителя) ко всей поверхности огнеупорного покрытия. Это необходимо для того, чтобы давлению жидкого металла противодействовали не только огнеупорное покрытие, но и остальной материал формы (наполнитель).
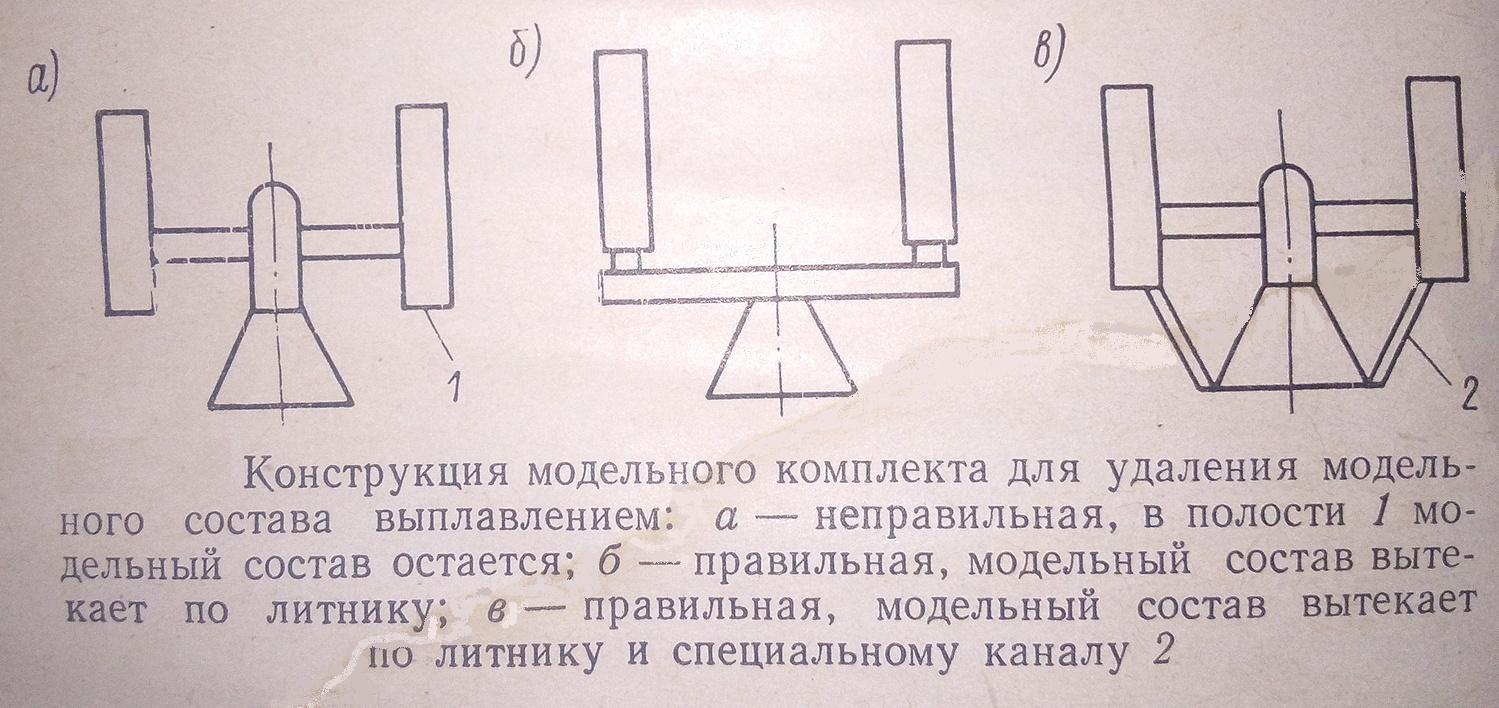
- Возможность полного удаления модельного состава. Это имеет особое значение при применении выплавляемых моделей и зависит от способа выплавления. Наиболее полное удаление модельного состава достигается таким присоединением моделей отливок к литниковой системе. При котором на пути движения модельного состава при выплавлении не будут находиться какие-нибудь препятствия в полости формы. Примеры правильной и неправильной конструкций модельного комплекта показаны на рисунке.
Для облегчения удаления модельного состава моделям и литниковым каналам часто придают наклонное положение. При выплавлении моделей горячей водой наклон моделей и литниковых ходов применяют реже.
Для выжигаемых и растворимых моделей положение моделей и литниковых ходов не имеет значения.
При выплавлении моделей, модельный состав должен иметь возможность вытекать из всех участков полости формы. Это необходимо для увеличения количества возврата модельного материала и для обеспечения надлежащего качества отливок.
Так как оставшийся в полости и порах формы модельный состав, хотя и сгорит при прокаливании, но после него останется зола. Кроме того, в случае неполного сгорания при прокаливании остатки модельного состава будут догорать при заполнении формы металлом и образовывать в отливках газовые раковины.
- Спокойное заполнение полости формы металлом, что обеспечивается: небольшой высотой падения металла в полость формы: конструкцией литниковой системы. При которой жидкий металл заполняет все сечения литниковой системы перед попаданием в полость, образующую отливку. Беспрепятственным удалением воздуха из полости формы по мере заполнения ее металлом.
- Правильное затвердевание отливки – одновременное для тонких сечений и направленное от более тонких к более толстым – в массивных сечениях. Это необходимо для предупреждения образования местных усадочных раковин. Чрезмерно близкое расположение моделей в комплекте может вызвать замедленное охлаждение отливок. В отдельных частях и образование в них открытых или скрытых (внутренних) усадочных раковин.
- Достаточное питание отливки при затвердевании. Это необходимо для компенсации усадки металла отливки и достигается правильными размерами литниковой системы. При которых жидкий металл непрерывно поступает из литниковой системы в отливку во время ее затвердевания. Для этого сечение питающего литника должно быть больше сечения питаемой части отливки и он должен быть возможно более коротким. Сечение же стояка и литникового хода должно быть больше сечения питателей. Для того чтобы металл в стояке и литниковом ходе затвердевал позже, чем в отливке и питателях.
В крупных отливках, имеющих массивные сечения, питание которых литниковой системой или недостаточно, или вызвало бы увеличенный расход металла из-за больших ее сечений, предусматривают прибыли, затвердевающие позже отливки и обеспечивающие питание ее жидким металлом.
- Удобство отделения отливок от литниковой системы и прибылей. Для этого необходимо иметь возможность так подвести режущий инструмент к месту отделения отливки от литниковой системы. Чтобы после отделения отливки на ней остался бы наименьший остаток. В этом отношении наклонное положение отливки и питателя является невыгодным из-за увеличенного остатка питателя, подлежащего зачистке.
- Экономичность производства. Необходимо иметь такую конструкцию модельного комплекта, при которой расход модельных материалов и металла. А также рабочего времени на все технологические операции были бы наименьшими при наилучшем использовании существующего оборудования.
Монтаж моделей
Монтаж модельных комплектов выполняют в зависимости от их размеров и конструкции, способа изготовления моделей, применяемого модельного материала и объема производства. Приплавлением или сборкой отдельных элементов комплекта (звеньев0 на специальном приспособлении (стояке).
При сборке приплавлением расплавляют поверхностные слои собираемых частей комплекта и соединяют их. При этом расплавленный материал после затвердевания скрепляет собираемые части комплекта.
Для того, чтобы при приплавлении не портить конфигурацию модели отливки, на ней необходимо иметь специальный выступ (часть литника или прибыли), который и оплавляют при сборке.
Разогревание поверхностных слоев производят нагретым плоским металлическим инструментом. Таким инструментом могут быть ножи, ланцеты и другие инструменты, нагреваемые в небольших электрических муфельных печах или на электрических плитках.
Целесообразнее применение для этого специальных электроножей, в которых подобно электропаяльнику вмонтированы нагревательные спирали. Для сборки приплавлением необходимо , чтобы одна или все соединяемые части комплекта были бы изготовлены из выплавляемого модельного состава. Из такого состава делают модели литниковой системы для выжигаемых или растворимых моделей.
Для улучшения качества сборки и ее ускорения применяют также отдельные части модельного комплекта с шипами и гнездами, см. рисунок.

В этом случае шип одной части комплекта (модели отливки, прибыли или литниковой системы) вставляют в гнездо другой части и закрепляют приплавлением. Таким же способом можно соединять и две части комплекта, изготовленные из выжигаемого состава. В этом случае для скрепления используют жидкий модельный состав, заливаемый в гнездо перед сборкой.
При сборке комплекта, имеющего металлическую ручку, для сушки огнеупорного покрытия и в других случаях, когда модельный комплект не держат в руках, его устанавливают на специальные штыри или в гнезде.
Сборка модельного комплекта на металлических и обычных сплошных стояках может производиться в вертикальном или горизонтальном положении. Для этого удобно применять приспособления показанные на рисунке.
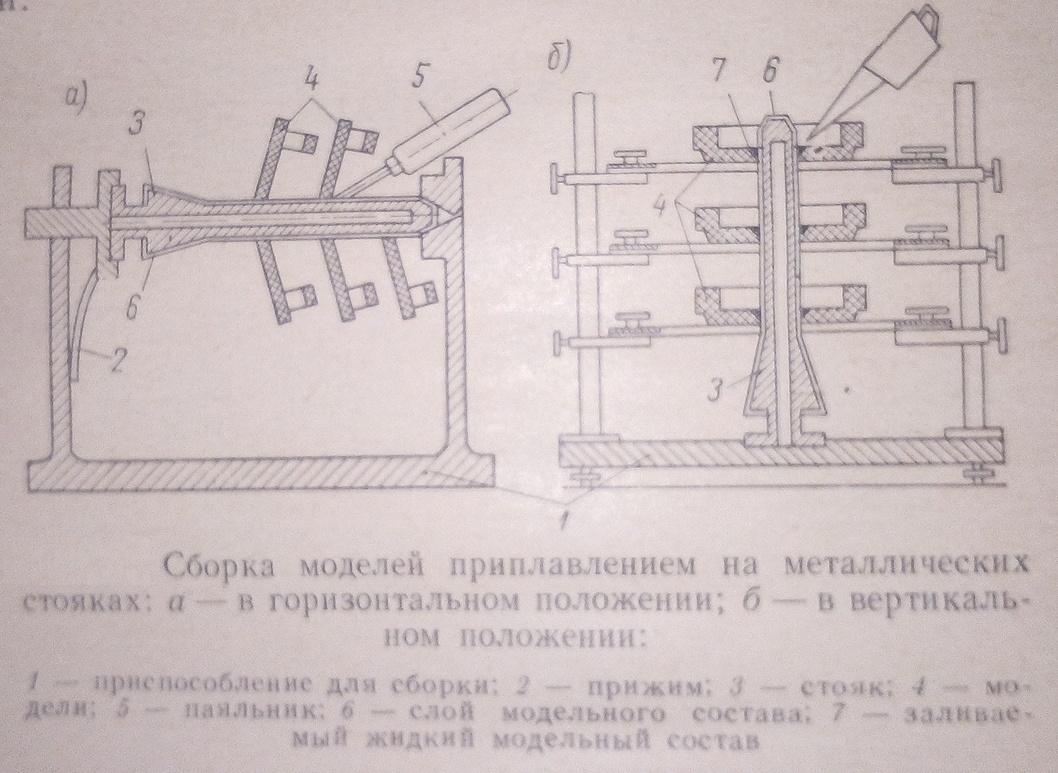
Если расстояния между моделями отливок не оговорены, то присоединение их может производиться приплавлением без применения специальных шаблонов а). При необходимости выдерживания определенного расстояния между моделями отливок используют различные шаблоны. А модели могут присоединяться или наплавлением, или заливкой жидкого модельного состава б).
При сборке комплектов из звеньев применяют специальный металлический стояк, см. рисунок, с внутренним толкателем 3 и раскрывающимися пружинами 6 , которые прижимают собранные на стояке звенья моделей пружиной 4, рис а).

Сборка на таком стояке производится в следующем порядке. Трубка стояка 2 смазывают тонким слоем нагретой до 50-60 °С смеси трансформаторного масла (40%) и вазелина (60%) и после охлаждения устанавливают вертикально (рукояткой вниз) на специальном приспособлении для сборки.
На стояк со сжатыми пружинами 6 надевают металлическую модель литниковой воронки 1 с нанесенным на нее слоем модельного состава(или на модель надевают тонкую воронку из модельного состава) и звенья моделей отливок.
После установки всех звеньев нажимают на ручку стояка, при этом стержень толкателя 3, сжимая пружину 4, поднимает прижимы 6. Прижимы разводят рис б), и приподнимают стояк.
При этом прижимы силой силой пружины сжимают нанизанные на стояк звенья так, чтобы между ними не оставалось зазора. Затем надевают торцовый колпачок рис в), укрепляемый приплавлением,.
Схемы звена модели и собранного комплекта см. на рисунке.
Удаление металлического стояка производят перед выплавлением модели, для чего при вертикальном положении стояка (ручкой вниз) толкатель 3 приподнимают, а прижимы 6 под действием собственного веса, вращаясь на оси 7, опускаются и входят в выточку т5 (см предыдущий рисунок а ).
Проверка модельных комплектов
После окончания сборки модельные комплекты осматривают и при этом проверяют:
- Отсутствие зазоров в местах соединения и приплавления частей модельного комплекта. Так как в эти зазоры может попасть материал огнеупорного покрытия и образовать зазоры в отливке, кроме того, они будут ослаблять прочность соединения.
- Отсутствие зазоров в месте приплавления и натеков модельного состава на поверхности моделей отливки или литниковой системы.
Обнаруженные зазоры должны быть заделаны оплавлением или заполнены церезином марки 57, а заусенцы и натеки сняты. Крошки модельного состава могут быть удалены с модельного комплекта обдувкой.
Во избежание коробления модельных комплектов и запыления их сборку необходимо производить непосредственно перед дальнейшими операциями. Модельные комплекты должны храниться при таких же условиях, как и модели.
В небольших модельных отделениях, где нет конвейеров, хранить модельные комплекты и модели удобно в промежуточных закрытых шкафах. Такие шкафы устраивают в стене, отделяющей модельное отделение от отделения, в котором наносят огнеупорное покрытие.
Расположенные с обеих сторон выдвижные дверцы позволяют с одной стороны шкафа устанавливать модельные комплекты, а с другой- забирать их для нанесения огнеупорного покрытия.
Если по непредвиденным обстоятельствам модельные комплекты , модели, хранились длительное время, то они могут быть использованы только после тщательного осмотра и, если необходимо, очистки от пыли.
Очистка выплавляемых моделей допускается только в крайних случаях, трудоемкие и менее ответственные модели промывают в мыльной воде, имеющей температуру помещения. При этом используются мягкие кисти.
Очистка выжигаемых моделей производится таким же способом, а также обтиранием влажной мягкой тканью и обдувкой. Растворимые модели могут быть очищены сухой мягкой тканью и обдувкой.
Сборку модельных комплектов выполняют на хорошо освещенном и чистом рабочем месте. Помещение должно иметь вентиляцию и постоянную температуру. При нагреве инструмента на плитках или других нагревательных устройствах в небольших помещениях над этими устройствами располагают местную вытяжку.