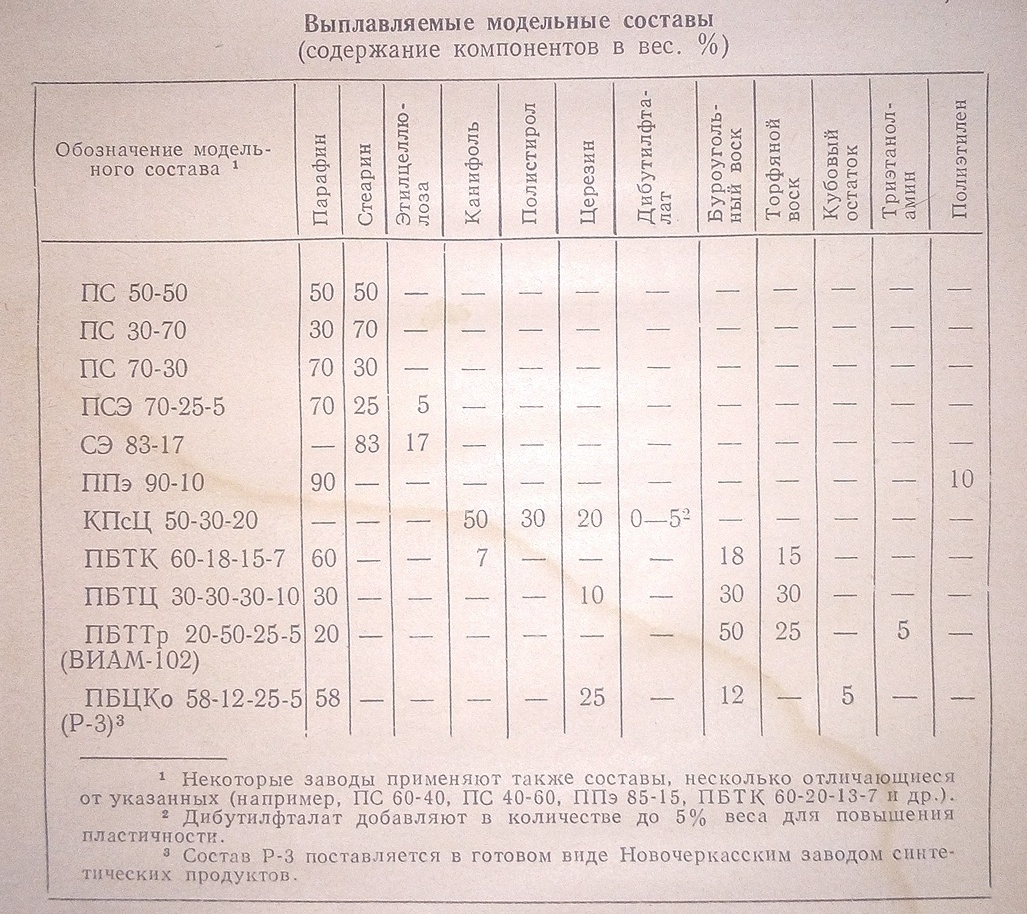
Модельная масса для литья по выплавляемым моделям. Наиболее характерные составы приведены в таблице. Применяемые составы

Применяемые составы, модельная масса для литья по выплавляемым моделям
Составы СЭ и КПсЦ применяют в жидком состоянии, они имеют высокую вязкость. Составы ПСЭ и ППэ имеют повышенную, а остальные низкую вязкость, их применяют в жидком и пастообразном состоянии.
Модельный состав ПС50-50 наиболее применяем. При применении в жидком состоянии расплавленный состав, нагретый до температуры 60-80º С.
Свободно заливается в пресс-форму, обладает хорошей подвижностью, обеспечивает получение очень тонких стенок моделей и высокое качество их поверхности. Однако при затвердевании и охлаждении моделей размеры их значительно уменьшаются ( происходит усадка).
В процессе приготовления пастообразного модельного состава ( охлаждением его до 41-43º С от расплавленного состояния до неполного затвердевания при непрерывном перемешивании).
Происходит замешивание в него воздуха в количестве 8-10% от объема. Наличие воздуха снижает плотность состава с 0,95 до 0,80-0,85 г/см2, облегчает выплавление моделей и уменьшает усадку.
Модельный состав ПС 30-70 отличается от ПС 50-50 большей однородностью и меньшей склонностью к короблению и образованию наружных утяжин , т.к. содержит больше стеарина.
Недостатками его являются увеличенная хрупкость , а также повышенное взаимодействие с огнеупорным покрытием. Поэтому качество поверхности литейных форм ( следовательно и отливки) при использовании моделей для этого состава ниже, чем состава ПС 50-50.
Стоимость его выше, т.к. содержит больше стеарина. Этот модельный состав применяют в жидком и реже в пастообразном состоянии для крупных моделей, склонных к короблению.
Модельный состав СЭ 83-17 (и аналогичный ему СЭ 87-13) отличается от рассмотренных выше более высокой прочностью и меньшей склонностью к короблению.
Недостатками его являются повышенное взаимодействие с огнеупорным покрытием, большая усадка и более высокая стоимость. Модели изготовляют запрессовкой состава в жидком состоянии при температуре около 110ºС.
Этот состав применяют для тонкостенных моделей с повышенной склонностью к короблению, а также в тех случаях, когда модели из парафино-стеариновых составов недостаточно прочны для изготовляемых размеров отливок и не обеспечивают требуемого качества поверхности.
Модельный состав Ппэ 90-10 еще более прочен и менее склонен к короблению , чем составы с этилцеллюлозой. Он обеспечивает хорошую поверхность моделей, но обладает увеличенной усадкой.
Модели изготовляют преимущественно запрессовкой состава в жидком состоянии при температуре 110-120º С, а в пастообразном при 60-65º С. Состав применяют для тонкостенных моделей с повышенной склонностью к короблению. Использование его целесообразно в районах с жарким климатом.
Модельный состав КПсЦ 50-30-20 (часто называемый КПЦ) является промежуточным между выплавляемыми и выжигаемыми составами. Он отличается от всех рассмотренных составов более высокой прочностью и меньшей склонностью к короблению.
Этот состав имеет более высокую температуру плавления, в связи с чем более сложен в приготовлении и более опасен в пожарном отношении. Применяют его для тонкостенных моделей с высокой склонностью к короблению, что особенно важно для районов с жарким климатом.
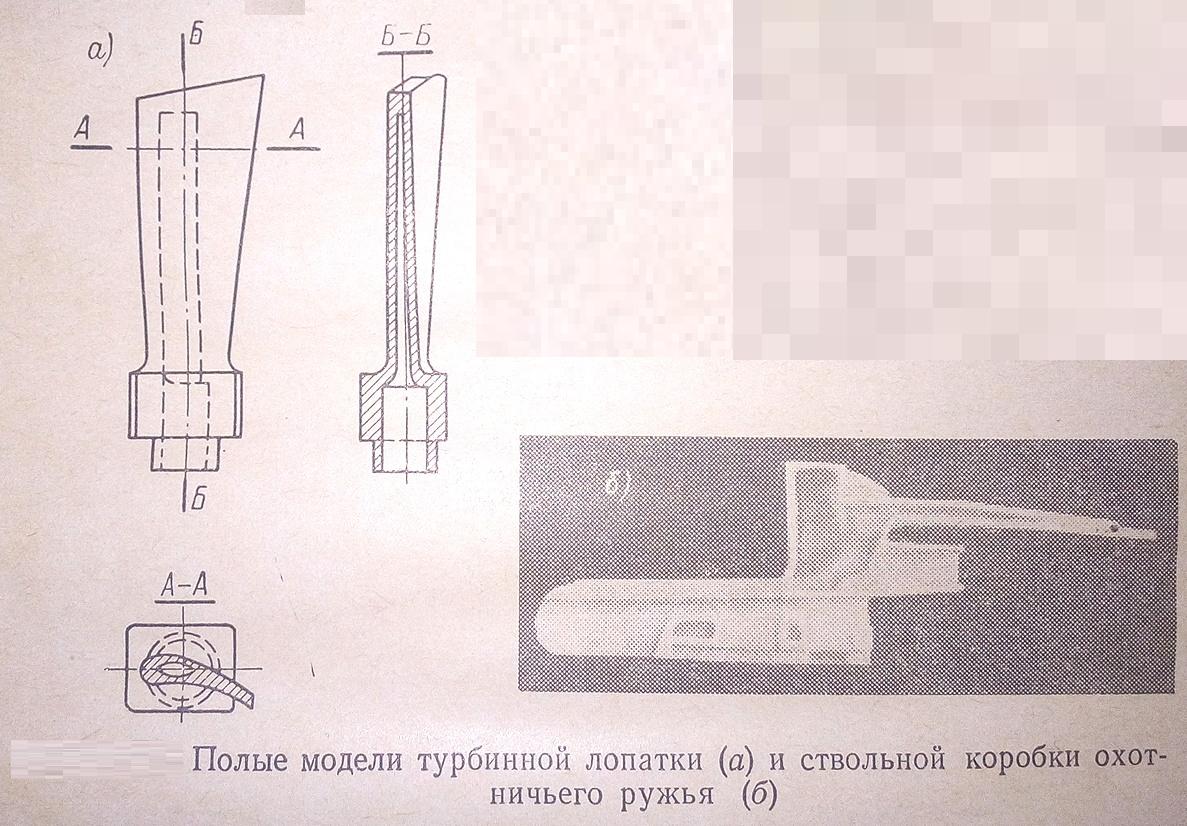
А также в тех случаях, когда модели из других модельных составов непригодны из-зя пониженной прочности или склонности к короблению. Модели изготовляют запрессовкой жидкого состава при температуре 100-180º С. Этот состав получил распространение главным образом для турбинных лопаток.
Возврат модельного состава , получаемый после выплавления моделей, составляет от 50 до 95% первоначального количества в зависимости от способа выплавления. Использование возврата экономит исходные модельные материалы и снижает себестоимость отливок.

При выплавлении моделей состав меняет свои свойства, что в некоторых случаях ограничивает его применение. В связи с этим, применяют в смеси со свежими исходными материалами.
Возврат, используемый для изготовления моделей, должен быть получен от такого же модельного состава, к какому он будет добавляться.
При несоответствии возврата приготовляемому модельному составу свойства его могут не соответствовать ожидаемым. Например может измениться величина усадки, что приведет к изменению размеров отливки.
Смешанный возврат от различных модельных составов можно применять для изготовления моделей элементов литниковой системы ( стояков, литников, литниковых чаш, прибылей).
Однако и такое его использование не рекомендуется , т.к. весь возврат при совместном выплавлении из форм моделей литниковой системы и моделей отливок будет получаться перемешанным с неопределенными свойствами.