Дефекты литья по выплавляемым моделям могут считаться пороки отливок, которые можно исправить заваркой, чеканкой, зачисткой и другими способами исправления дефектов.
Основные дефекты литья по выплавляемым моделям
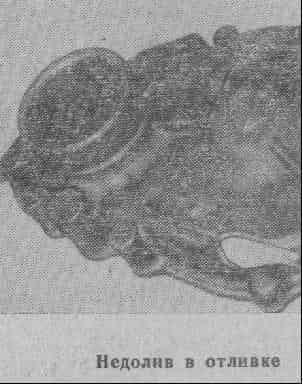
1.Недолив, спай, волнистая поверхность отливки (неслитины, складки) – могут возникнуть из-за низкой температуры металла при заливке в форму, из-за холодной формы, неправильной вентиляции формы. Маленькое сечение элементов литниковой системы, неправильный подвод металла к отливке, медленная или прерывистая заливка металла в форму.
- Заливы – образуются из-за появления трещин огнеупорного покрытия, образовавшиеся при нагреве и охлаждении формы или при ее заливке металлом. Разрыв огнеупорного покрытия, в следствии действия веса или удара жидкого металла.
- Механические повреждения отливок— образуются из-за поломки отливок при выбивке, вылом или вырыв тела отливки в месте питания отливки. Зарез отливок при отрезке литников, повреждение отливок при зачистке на обдирочно-шлифовальных станках. Искажение геометрии отливок после прохождения дробеструйной или пескоструйной очистке отливок.
- Песчаные раковины в теле отливки — образуются из- за разрушения огнеупорного покрытия или осыпания кромок огнеупорного покрытия, из- за пепла и золы от модельного состава.
- Шлаковые раковины — образуются из- за попадания шлака в форму.
- 6. Корольки, капли металла не соединившиеся с основным металлом. Образуются из- за поступления металла каплями которые успевают затвердеть и окислиться.
- Усадочные раковины – образуются из-за заливки форм металлом с повышенной температурой. Из- за медленного охлаждения металла в месте соединения отливки с питателем и в тепловых узлах отливки, из-за близкого расположения отливок друг к другу.

- Газовые раковины – образуются при выделении газов формой при заливке металлом. Попадание пузырьков воздуха в металл при заливке в форму (механический захват воздуха струей металла).

- Горячие и холодные трещины в отливке — образуются из-за повышенного содержания серы и фосфора при заливке стали. Высокая температура заливки металла в форму, затрудненная усадка металла, расширение формы при нагревании от металла. Наличие резких перепадов и замкнутых полостей в отливках, вызывающих внутренние напряжения. Недостаточная пластичность применяемых сплавов при температурах затвердевания и охлаждения отливок.
- Повышенная шероховатость поверхности отливок – образуются из- за образования окалины на поверхности отливок. Проникновения металла в поры формы, высокая температура заливки металла в форму.