
Дефекты литья

Дефекты литья, т.е. брак даже на передовых заводах составляет 2-5% . А в некоторых случаях, на особо ответственных отливках до 20% от выпускаемого литья.
В результате чего предприятие несет лишние затраты на производства. Может даже потерять заказы на изготовление литья, а потребитель получает некачественное литье.
Площадка брака
В литейных цехах имеются площадки брака, на которых скапливается дефектное литье, выявленное в процессе производства.
Как правило это выявляется на финишных операциях- обрубка, очистка и заточка литья, в очистных отделениях.
Порядок списания брака литья
Дефектные отливки рассматриваются комисионно в присутствии мастеров участков литейного цеха, представителей службы контроля и технологической службы.
По результатам разбраковки литье либо считается окончательным браком и подлежит списанию на участок-виновник. Либо если дефект можно исправить отливки отправляются на исправление дефектов.
Оформление результатов списания брака
Оформляются акты списания брака и регистрируется литье с исправимыми дефектами. По результатам площадки брака составляются технологические либо организационные мероприятия.
Направленные на снижение брака, а в идеале на полное устранение причин возникновения брака.
Дефекты литья, классификация
Дефекты отливок можно разделить на четыре группы:
Внешние дефекты, которые образуются на поверхности отливок (несоответствие размеров и массы, спай, приливы )
Объемные дефекты, расположенные внутри отливки и нарушающие ее целостность (горячие и холодные трещины, газовые раковины)
Несоответствие химического состава и структуры отливок
Неудовлетворительные механические свойства.
Несоответствие размеров отливки чертежному может быть последствием неправильно назначенной усадки при изготовлении модельного комплекта, неточностью сборки формы, слабая набивка полуформ. Это можно устранить более плотной набивкой верхней и нижней полуформ, доведением модельной оснастки.
Несоответствие массы заданным ТУ в поле чертежа. Возникают по тем же причинам, что и несоответствие размеров. Кроме перечисленного, увеличение массы возможно в следствии деформации формы при заливке жидким металлом.
Спай и недолив образуется из-за не слившихся потоков металла в форме, потерявших жидкотекучесть до полного заполнения формы металлом.
Данные дефекты литья появляются в следствии недостаточной температуры заливаемого в форму жидкого металла, через питателя малого сечения, при повышенной влажности формовочной смеси.
Заливы возникают из-за изношенности опок, их короблении, плохого крепления формы, неисправности модельной и стержневой оснастки.
Перекос в литье, образуется в результате износа спарного хозяйства опок, небрежной сборки формы, неправильного монтажа моделей на модельной плите.
Пригар — прочное соединение поверхности отливки с формовочной или стержневой смесью образующееся в результате недостаточной огнеупорности формовочных материалов. Их засоренности примесями, слабой набивки полуформ, повышенной влажности формовочной смеси, недостаточной просушенности стержней.
Ужимины — узкие и длинные вмятины на теле отливки, покрытые слоем металла, отделенного от основного тела отливки прослойкой формовочной смеси. Образуются но больших плоских поверхностях. В следствии теплового воздействия металла на формообразующую поверхность формы. В результате чего поверхностные слои форм разогреваются и деформируются, образую ужимины.
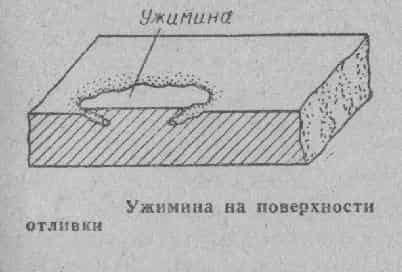
Для предотвращения образования ужимин нужно выполнять требования технологического процесса: уплотнять полуформы не более заданной плотности набивки. Заливать форму с температурой металла согласно утвержденного технологического процесса изготовления отливок. Увеличить скорость заливки металла в форму. Применять противопригарные краски хорошего качества.
Горячие трещины возникают при высокой температуре заливки металла в форму. Неправильной конструкции литниковой системы, при плохой податливости форм и стержней. Неправильной конструкции отливки, при отклонении хим. состава сплава.
Холодные трещины возникают при неравномерном охлаждении разных частей отливки. Из-за преждевременной выбивке отливок из формы, при очистке, бой при перекладке между операциями.
Газовые раковины— пустоты округлой формы в теле отливки с гладкой поверхностью, бывают наружные (открытые) и внутренние (закрытые), возникают из-за повышенной газотворности и низкой газопроницаемости формы. Неправильной вентиляции формы, повышенной влажности формы и стержней, повышенная насыщенность жидкого металла газами.
Обвал формы (подрыв формы). Возникает при низкой прочности формовочной смеси, при неисправности формовочного оборудования, сильные толчки и удары по форме при ее сборке.
Шлаковые раковины — находятся на поверхности и внутри отливки. Возникают при заливке металла в форму из-за некачественной очистки металла от шлака в ковше. Низкой стойкости футеровки ковшей, неправильной конструкции литниковой системы.
Усадочные раковины возникают из-за недостаточного питания отливки в процессе кристаллизации. Не технологичности отливки, заливки в форму горячего металла.

Рыхлота и усадочная пористость — образуются при недостаточном питании отливки жидким металлом в процессе ее затвердевания, и в утолщенных местах. Для предотвращения рыхлоты в утолщенных частях отливки ставят холодильники. Изменяют конструкцию отливки выравнивая толщину стенок.
Нарушение химического состава сплава, несоответствие механических свойств не соответствующих чертежному. Происходит из-за неправильной дозировки компонентов металлической шихты перед завалкой в плавильную печь



