
Печь в которой выплавляется сталь может называться –мартен или мартеновская печь. Для получения стали нужного химического состава, применяют чугун и стальной лом. Печь названа по имени изобретателя, изобревшего печь- Пьера Эмиля Мартена.
Без использования мартеновских печей невозможно было бы провести индустриализацию СССР, а также победить В Великой Отечественной Войне.
В годы ВОЛВ, благодаря применениям мартенов, в СССР можно сказать произошло ипортозамещение и страна смогла создать мощную и независимую сталелитейную. Промышленность.
Мартеновская печь работает непрерывно, ее незачем гасить после каждой проведенной плавки, останавливают работу мартеновской печи только для ремонта.
Чтобы запустить мартеновскую печь в работу требуется много времени, не меньше продолжительности рабочей смены, а также при частой остановке и каждом запуске мартеновской печи футеровки испытывая многократно периоды нагрева/ остывания приходит в негодность.
Для того чтобы печь хорошо работала, ее стараются не гасить а работать непрерывно, по возможности сокращая время плавки, что увеличивает количество плавок.
Перед тем как начать загружать в печь компоненты для плавки стали, ее осматривают на предмет качественного ремонта наличия повреждений футеровки.
После ремонта печь перед пуском загружают легким металлоломом, стружкой, отходами листового металла, измельченными металлическими отходами. Когда легкий металлолом расплавляется и мест ремонта футеровки печи достаточно спекутся, в печь можно загрузить стальной лом и чугун из доменных печей.
Преимуществом мартеновской печи является то, что в ней можно получать высококачественную сталь, обладающую большой прочностью и коррозионной стойкостью. Благодаря конструкции мартеновской печи, она может использоваться при переплавке разнообразных металлов.

В больших сталелитейных цехах производят больших габаритов литье для других предприятий, используются мартеновская печь, емкостью металла до 50 т. Мартеновская печь выплавляет из металлической шихты сталь.
Внутренняя полость мартеновской печи похожа на ванну, выше которой происходит сжигание топлива, в ванне происходит расплавление и перегрев сплава. Расплавляясь, куски шихты оседают в жидкий металл, поверх которого находится шлак.
Чтобы перегреть металл через слой шлака, который имеет малую теплопроводность, должна быть большая разница температуры между жидким металлом и горящим топливом, Если температура расплава равна 1600ᴼС, то температура горения топлива должна быть в пределах 1800 ᴼ С- 1900 ᴼ С. Чтобы было возможным достичь такой температуры горения топлива нужно подогревать воздух, который участвует в горении топлива. Для того, чтобы подогреть воздух, применяют регенераторы, которые находятся под печью. Если применяется топливо с низкой теплотой сгорания, воздух и топливо также подогревают.
Мартеновскую печь загружают металлической шихтой используя рабочие окна 4 (см. рисунок). Головки 2, через которые подается воздух и топливо внутрь печи 1 и отведения продуктов горения, располагаются в торцах печи. Через одну головку выполняется подача воздуха и газа, а отводятся отработанные газы через другую головку.
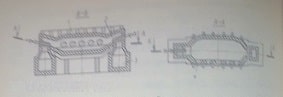
Камера-шлаковик устанавливается монтируется между головкой и регенератором, для того чтобы мелкая фракция шлака и пыли не могла попасть в регенератор 3.
Внутренняя часть печи называется рабочим пространством, испытывает тяжелые условия. Поэтому, для внутренней футеровки печи используют огнеупорные материалы с высокой стойкостью к высоким температурам. Хорошей прочностью при повышенных температурах (1800 ᴼ — 1900 ᴼ С) и способностью противостоять механическим воздействиям при плавлении металла.
Материалы для футеровки внутреннего пространства мартеновской печи зависит от выбранного процесса плавки. Кирпич из динаса применяют выкладывая часть стен и нижнюю часть стен и подину печи при кислом процессе, также применяют кварцевый песок. Магнезитовый порошок и кирпич из магнезита используют при основном процессе. Хромомагнезитовый огнеупорный материал применяется при футеровки свода печи и верхней части стены при любом используемом процессе плавки.




Мартеновская печь работает в периодическом режиме. Расплавление шихты, доведение до нужного химического состава, заправка печи и ее загрузка входит в продолжительность одной плавки. После проведения каждой плавки требуется ремонт футеровки печи, печь заправляют. Связано это с тем, что при воздействии высоких температур топлива и жидкого металла футеровка изнашивается (разъедается), при загрузке шихты также происходит повреждение футеровки. Выполняют ремонт печи в горячем состоянии. Все перечисленные условия способствуют длительной работе печи до кап. ремонта.
Объем топлива, направляемого внутрь печи, может меняться в процессе плавления. При прогревании металла и его завалке, печь подвергается наиболее высокой тепловой нагрузке. В эти моменты из-за присутствия нерасплавленного металла (холодного металла) в ванне, нужно увеличить сжигание топлива, большая площадь поверхности шихты и низкая температура металла позволяет это сделать, не подвергая свод печи к перегреву и разрушению.
С увеличением расплавления металла, его температуры и доведения его к требуемому химическому составу, также увеличивается температура огеупорного материала, из которого выполняется кладка печи. В этот момент можно уменьшать тепловую нагрузку на печь. С целью уменьшения времени ведения плавки, применяют направленный теплообмен. При котором теплота получается не только от горения топлива , но и от кладки печи. Получается это при условии, когда факел горения топлива находился ближе к поверхности ванны плавления.
.В мартеновской печи удельный расход топлива напрямую связан с объемом ванны печи (смотри таблицу)
Технические характеристики мартеновских печей небольшой вместимости
| Технические данные | Вместимость печи, т | ||
| 5 | 15 | 20 | |
| Площадь пода на уровне рабочих окон, м2 Длина ванны, м Ширина ванны, м Глубина ванны в середине печи, м Высота свода над порогами рабочих окон, м Расход теплоты МДЖ/т кВт*ч/т | 5,5 3,5 1,7 0,35 1,45 3500 970 | 18,7 6,7 2,5 0,48 1,9 2000 555 | 20,0 8,65 3,35 0,6 2,05 16500 450 |
Мартеновская печь является сложным металлургическим плавильным оборудованием, требующим квалифицированного обслуживания и эксплуатации.
К сожалению в мартеновских печах невозможно получение высоколегированных специальных стальных сплавов. Выбросы от работы печи экологически опасны, потому, что при ведении плавки можно использовать низкосортное топливо – газ, кокс, даже автомобильные покрышки.
Но несмотря на все недостатки мартеновская печь живуча, и выигрывает у своих конкурентов своей неприхотливостью к качеству шихтовых материалов, которые могут применяться при ведении плавки.
В конце 70-х годов прошлого века, перестали строить мартеновские печи, потому, что появились новые технологии более производительные, экологически менее вредные, экономически более дешевые.
Но несмотря на все недостатки мартеновская печь живуча, и выигрывает у своих конкурентов своей неприхотливостью к качеству шихтовых материалов, которые могут применяться при ведении плавки.
Одним из наиболее экономичных способов расплавления считается плавка в дуговых электропечах . Плавление металлической шихты происходит под воздействием электрической дуги, возникающей между графитовыми электродами и металлом. Также более современным способом плавки стали является- конверторная плавка.
Мартеновская печь, отличие от домны
Доменные печи могут работать в различных атмосферах внутри печи- восстановительными или нейтральными и с разным режимом давления.
Отличие мартеновской печи от доменной печи заключается в другом способе завалке шихты для плавки, в отводе и подаче газов в пространство печи.
Доменная печь, это печь шахтного типа одно-объемная, загрузка руды в которую производится в верхней ее части скиповыми подъемниками. А мартеновская печь может состоять из нескольких плавильных камер. Поэтому в отходах доменных печей намного меньше содержится остаточного железа, чем в отходах мартеновского производства стали.





