
Ленточный конвейер

Ленточный конвейер общие сведения
Ленточный конвейер является наиболее широко используемым, широко используемой в литейном производстве для транспортировки сыпучих материалов, отливок, прутков и т. д.
Ленточный конвейер – это механизм, применяющийся для транспортировки разнообразных грузов (уголь, руда, зерно, строительные материалы, продукты питания и т. д.) путем движения конвейерной ленты
Одним из главных достоинств таких конвейеров является их универсальность и возможность автоматизации процессов перемещения материалов. Они могут обеспечивать высокую производительность и снижать трудозатраты, а также позволяют повысить эффективность работы предприятий.
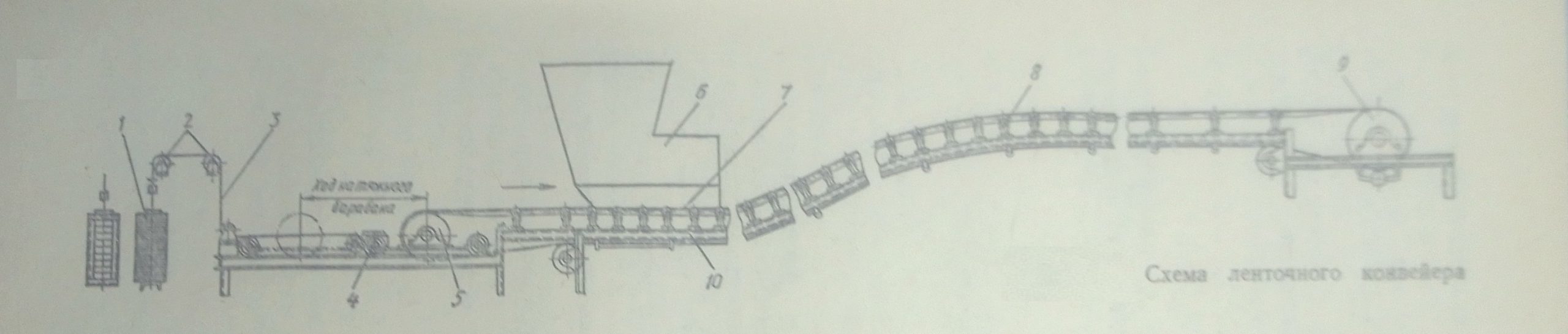
В ленточном конвейере бесконечная гибкая лента 7 охватывает ведущий ролик 9 и натяжной ролик 8 и опирается в промежутке между ними на ряд роликовых опор 8, установленных через определенные промежутки на раме 10.
Материал подается на ленту 7 через загрузочный бункер 6 и выгружается с ленты на барабан 9 или с помощью специальных разгрузочных устройств — плуговых или разгрузочных тележек.
Натяжение ленты обеспечивается нагрузкой 1, которую трос 3, соединенный с подвижной тележкой 4, несущей натяжной барабан 5, оказывает на трос 3, перекинутый через ролики.
Ленточные конвейеры имеют в плане прямолинейную форму.
В вертикальной плоскости он может быть как прямолинейным (горизонтальным и наклонным), так и многоугольным, в том числе Z – образным.
Производительность ленточных конвейеров зависит от ширины и формы ленты, скорости ленты и типа транспортируемого материала и варьируется от нескольких десятков до нескольких сотен или даже тысяч тонн в час.
Стандартные конвейерные ленты имеют ширину 4000…2000 мм при скорости 0,8…4 м/с, конвейерные ленты специального назначения — это ленты длиной до 3000 мм при скорости до 8 м/с. Длина конвейерных лент ограничена исключительно толщиной ленты, поэтому горизонтальные конвейерные ленты могут быть длиннее могут быть выполнены в виде наклонных конвейерных лент с подъемом материала.
Для перемещения на большие расстояния используются так называемые звеньевые конвейеры, то есть серия последовательно расположенных конвейеров, образующих общую линию произвольной длины.
Конвейерные ленты широко используются в качестве транспортного оборудования.



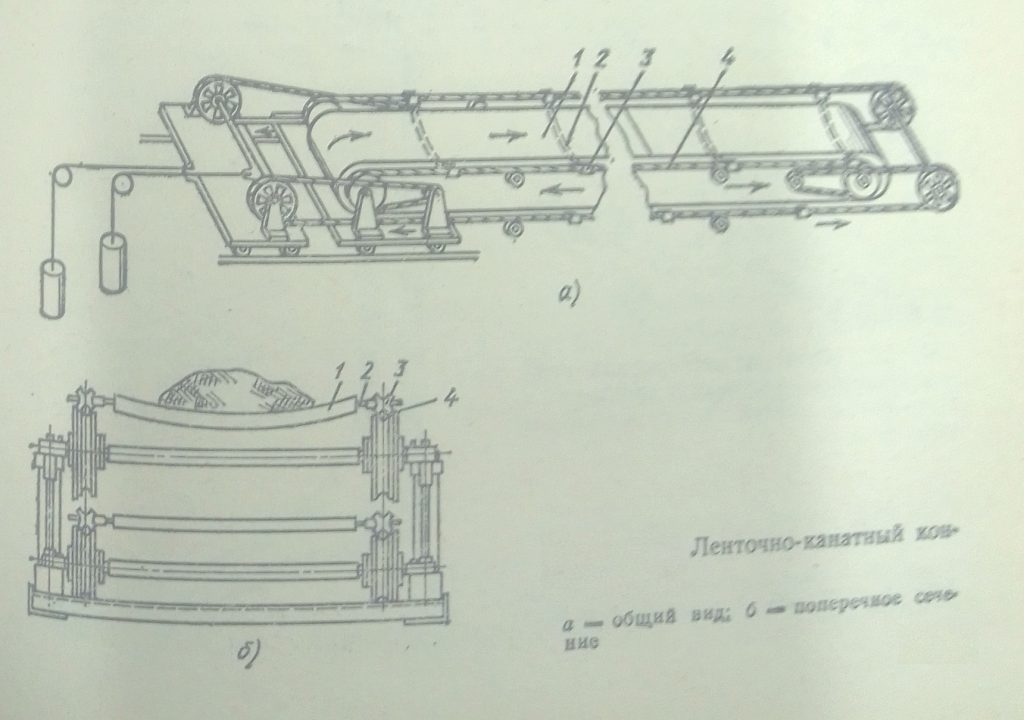
В ленточных канатных конвейерах используются ленточные конвейеры с раздельным натяжным и несущим элементом, а в качестве тягового элемента используются стальные тросы (ленточные канатные конвейеры).Несущий элемент представляет собой тонкую уплотнительную ленту 1 с поперечными полосами из стали, снабженную утолщенными седловидными насадками 3 для поддержки троса 4, которые обеспечивают поперечную устойчивость ленты и параболическую вогнутость при погрузке. В цепной конвейерной ленте лента 1 опирается на направляющий башмак 3, который прикреплен к тяговой цепи 2.
он не соединен, одна малярная лента может перекрывать несколько тяговых элементов, то есть предусмотрена многоприводная система. Канатные и цепные ленточные конвейеры подходят для транспортировки на большие расстояния (1000 м и более).
Конвейерная лента позволяет перемещать груз в горизонтальном и наклонном направлениях с углом подъема не более 2/3 от естественного угла наклона материала, т.е. для строительных материалов, который не превышает 22 ° для прорезиненного материала и 14° для стальной ленты. Если материал необходимо поднять на большую высоту, длина конвейерной ленты должна быть значительно увеличена при небольшом угле подъема, что увеличивает затраты на установку.

Этот недостаток устранен в конструкциях конвейерных лент с малярной лентой, которые используются для перемещения материалов по маршруту с углом подъема до 60°.
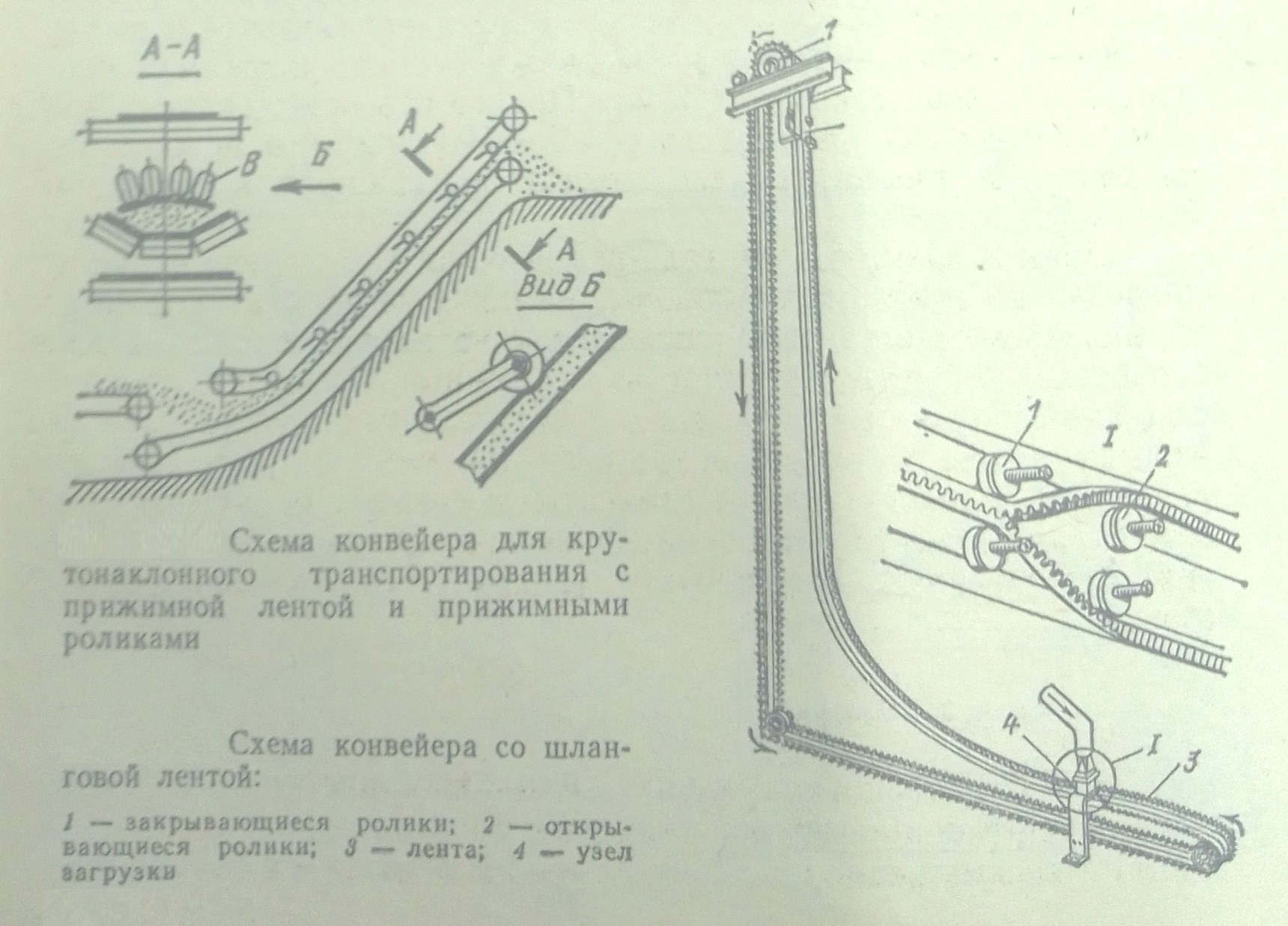
Материал предотвращает скольжение за счет прижимной ленты, которая покрывает материал и прижимает его к основной ленте. Эта лента может быть выполнена довольно тяжелой, например, в виде цепного коврика, который закрывает вспомогательную конвейерную ленту и свободно провисает. Когда в качестве прижимной ленты используется обычная прорезиненная конвейерная лента, используются прижимные ролики.
Прижимные ленты перемещаются синхронно с основной лентой и имеют независимый привод. Ленточный конвейер с прижимной лентой загружается в коротком горизонтальном диапазоне. Расход энергии на перемещение материала в этих конвейерных лентах больше, чем в традиционных конвейерных лентах.
Для перемещения материалов в сильно наклонном и вертикальном направлении используются конвейерные ленты со шлангом, который входит в трубу с помощью ленты. Такие конвейерные ленты также могут изгибаться по отношению к радиусам кривизны, которые примерно равны 20 диаметрам труб. Их продуктивность невысока из-за низкой скорости передвижения (около 0,5 м/с).
Основными элементами и компонентами конвейерной ленты являются конвейерная лента, конвейерные ролики, на которые опирается и перемещается лента, натяжные и отклоняющие ролики, приводные устройства, натяжные устройства, устройства для загрузки и выгрузки материалов, устройства для очистки ленты от остатков транспортируемого материала после разгрузки. Все эти компоненты и элементы конвейерной ленты монтируются на общей раме в месте крепления конвейерной ленты. От производителя они поставляются в отдельных единицах, без предварительной сборки.



