
Литье под давлением цинка

Литье под давлением цинка , состав приведен в таблице.
Таблица
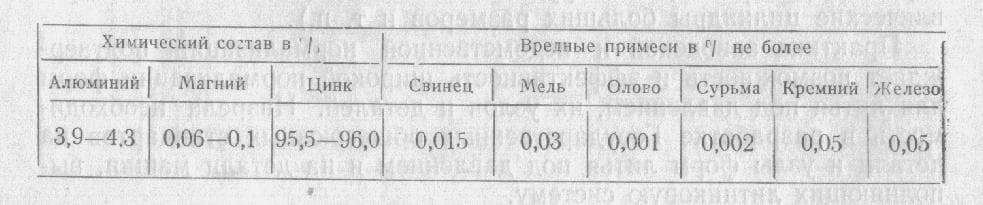
Цинковый сплав имеет следующие механические свойства: временное сопротивление разрыву 15-20 кг/мм2, удлинение 2-6 %, твердость по методу Бринеля 60-90 кг/мм2.
Сплав может готовиться в электрических печах сопротивления в чугунных тиглях. Стойкость тиглей увеличивается применением обмазки, состоящей на 95% из мела, 5% жидкого стекла и воды, доведенной до сметанообразного состояния.
Литье под давлением цинка приготовление сплава
Исходными материалами для приготовления сплава: цинк марки ЦО, Аl, магний марки Mг1, литники, скрап, сливы и брак литья.
В шихте используется 72% свежих материалов, и 28% возврата собственного производства. Выход годного может составлять 66% к металлозавалке. Каждая плавка цинкового сплава должна рафинироваться. Шихта берется из расчета алюминий 4%, магний 0,07%, остальное цинк.
Сплав ЦА+4 прост в изготовлении и обладает хорошими литейными свойствами. При изготовлении отливок из цинкового сплава, нужно контролировать содержание вредных примесей: свинца, олова, сурьмы, кадмия, чтобы избежать появления трещин в процессе литья и произвольного саморазрушения отливок со временем. Контроль за содержанием меди в пределах не более 0,03 % обеспечивает стабильность размеров отливок со временем.
Практика работы на этом сплаве показала, что из него можно получать литые заготовки точных деталей, тогда как детали из сплава типа ЦАМ могут изменяться в размерах.
Установлено, что содержание железа и кремния выше 0,05% не ухудшает механических свойств сплава, но снижает его способность к механической обработке резанием.
В литейных цехах имеются машины как с горячей, так и с холодной камерой прессования.

На машинах с горячей камерой прессования (средние и малые машины) изготавливаются мелкие детали фиг1.

На фиг 2 показаны детали, отлитые на средних литейных машинах.

На фиг.3 показаны детали, отлитые на малой литейной машине с толщиной стенки до 0,3 мм.

Машины с горячей камерой прессования имеют электрический подогрев тигля, обеспечивающий плавление сплава в горшке машины и перегрев его до температуры 420 ± 10°С. Давление на металл осуществляется чугунным поршнем, который все время находится в расплаве.
Детали отливаются в пресс формы. Пресс формы для отливок простой конфигурации допускается изготавливать из углеродистой стали. ,а сложной конфигурации из стали 4ХВС, 3Х2В8. Стойкость пресс форм составляет от 300тыс. до 500 тыс. съемов отливок.
Брак отливок бывает из-за неправильного изготовления и работы литейной оснастки.Бывает брак по пористости и «морозу».
Брак отливок по пористости наблюдается при запуске новой модельной оснастки в производство из-за плохой вентиляции пресс форм.



