
Холодно твердеющие смеси в литейном производстве

Холоднотвердеющие формовочные и стержневые смеси смеси

Холодно твердеющие смеси (ХТС), применяют для изготовления средних и крупных форм и стержней в единичном и серийном производстве.
идля литья ф холоднотвердеющие смеси.
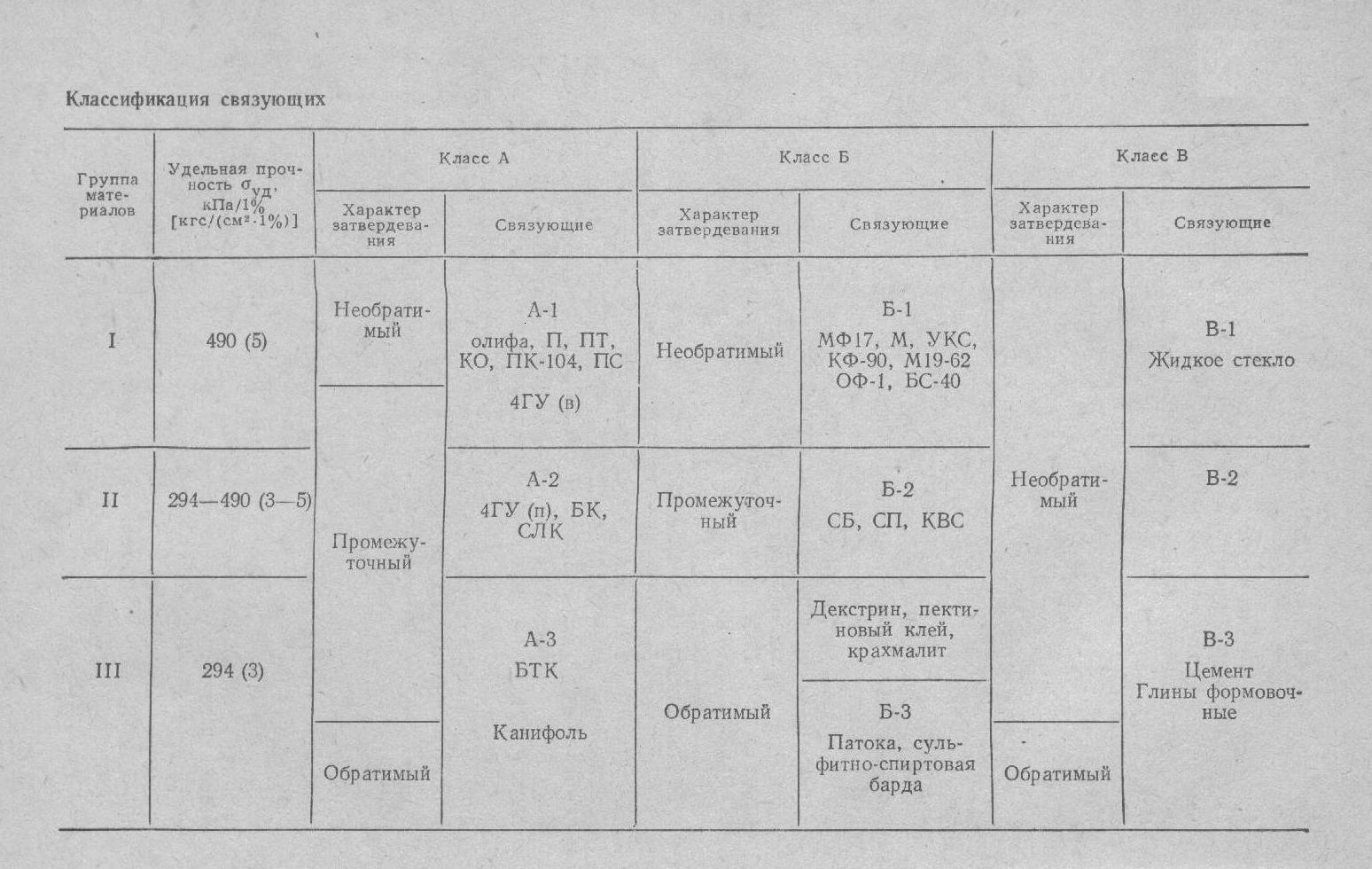
Такие смеси делают из обогащенных кварцевых песков Об1К или Об2К, так как присутствие глины в песке снижает прочность смеси в сухом состоянии.Связующие могут быть карбамидофурановые
Фенолоформальдегидные и другие смолы ( группа Б1,см.таблицу).
Катализатором отверждения является обычно ортофосфорная кислота 70-80% -ной концентрации. Указанные смолы при смешивании с сильными кислотами способны затвердевать и придавать смеси высокую прочность.
Обычно смесь имеет следующий состав:100% песок люберецкий Об1К,0,5-1,2% кислоты ортофосфорной (70-80%-ной концентрации), 2-5% смолы КФ-90. Влажность смеси 0,9-1,5%, живучесть 1-1,5 мин, предел прочности при растяжении (при выдержке 2 ч) не менее 196 кПа (2 кгс/см2). Живучесть смесей можно регулировать введением различного количества катализатора. Поскольку живучесть смеси невелика, то смеситель для приготовления располагают непосредственно на месте приготовления форм или стержней,смесь используется сразу после приготовления, а чаще всего совмещается процесс смешивания смеси и выдачу готовой смеси из смесителя в опоку или стержневой ящик.
Обычно эти смеси применяют в качестве облицовочных. Несмотря на использование двух смесей – облицовочной и наполнительной, что усложняет технологический процесс, устранение сушки, особенно при изготовлении крупных форм и стержней, сильно повышает эффективность производства.
Недостатком холодно-твердеющих смесей является низкая термическая стойкость, поэтому формы следует окрашивать противопригарными красками. Применяемые для изготовления смеси компоненты токсичны и требуют строгого соблюдения санитарно- технических норм, хорошей вентиляции участков изготовления форм и стержней.
Холоднотвердеющие стержневые смеси на синтетических смолах
Стержневые смеси, не требующие тепловой обработки наиболее перспективны,так как их применение исключает процесс нагрева стержневых ящиков (не требуется энергоносители для нагрева оснастки-электричество,-газ) и упрощает оснастку и техпроцесс изготовления стержней.
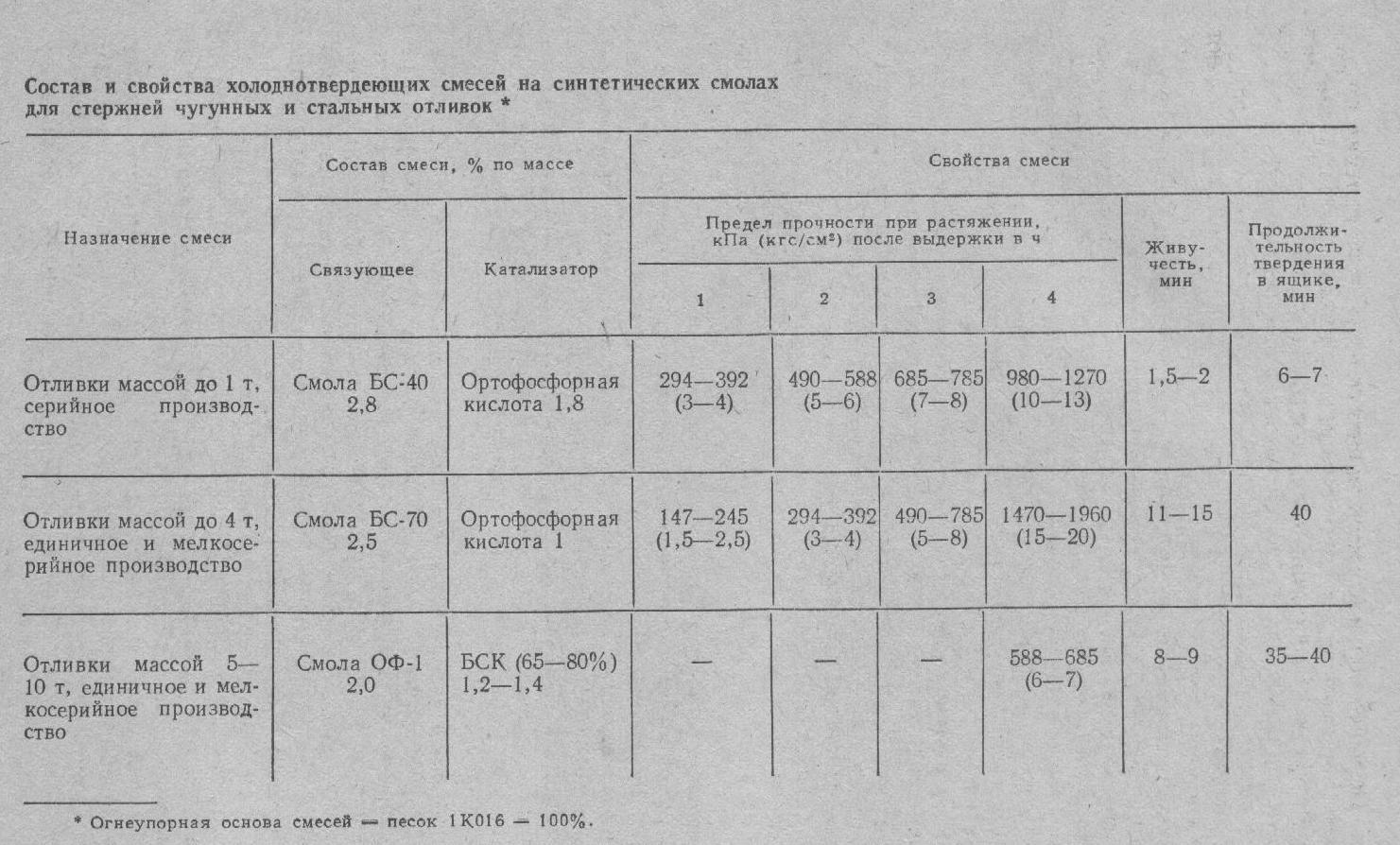
Стержни могут изготавливаться в деревянных,пластиковых, металлических стержневых ящиков. В состав этих смесей (см.таблицу) в качестве связующего входят, карбамидофурановые, карбамидовые, фенолофурановые, фенолоформальдегидные смолы (связующие группы Б-1) и катализатор, ускоряющий процесс отверждения связующего. Катализаторы твердения обычно органические и неорганические кислоты: бензосульфокислоты (БСК), ортофосфорная кислота, азотная кислота и т.д. Указанные смеси обладают высокой текучестью и прочностью 14,7- 19,6 Мпа ( 15-20 кгс/см2), хорошей газопроницаемостью, податливостью, выбиваемостью.
Важной характеристикой смесей является живучесть – время, в течение которого смесь обладает формуемостью. Живучесть регулируют количеством катализатора, вводимого в смесь. С увеличением количества катализатора в смеси ее живучесть уменьшается, поэтому в зависимости от длительности заполнения ящика смесью и уплотнения в смесь вводят количество катализатора, обеспечивающее требуемую живучесть смеси.
С уменьшением термостойкости смеси увеличивается пригар на поверхности отливок. Наибольшую термостойкость имеют фенольные и фенолофурановые смолы, их используют для смесей стального литья. Меньшей термостойкостью обладают карбомидофурановые смолы, применяемые для стержней чугунных отливок. Карбамидные смолы имеют наименьшую термостойкость, их применяют для смесей отливок из цветных сплавов.
Холодно твердеющие смеси (ХТС) имеют меньшую прочность, чем твердеющие в нагреваемой оснастке, поэтому их используют для изготовления стержней ΙΙΙ — V классов. Длительность их отверждения до максимальной прочности составляет несколько часов. Для изготовления стержней из таких смесей можно использовать деревянную, пластмассовую, металлическую оснастку. Поэтому наибольшее применение они нашли в серийном производстве средних и крупных отливок из чугуна и стали, гдеих использование позволяет исключить сушку, механизировать процесс изготовления стержней, повысить качество отливок и эффективность производства.
Холодно твердеющие смеси на силикатных связующих
Холодно твердеющие смеси на силикатных связующих называются смеси, которые изготавливаются с применением в качестве связующего жидкого стекла, которые сушатся с помощью продувки углекислым газом (см.таблицу), а также могут упрочняться с применением тепловой сушки. Стержневые смеси обладают высокой прочностью, хорошей газопроницаемостью,но имеют малую податливость и плохую выбиваемость. Для улучшения податливости и выбиваемости в их состав вводят до 1,5 % древесных опилок идо 5% асбестовой крошки. Эти стержневые смеси используют для стальных и чугунных отливок в условиях единичного и серийного производства.
Для изготовления стержней в условиях серийного производства крупных отливок широко используют жидкие самотвердеющие смеси, свойства которых аналогичны описанным выше.



