Способы литья в разовые формы

Способов литья в разовые формы множество. Литье в разовые формы- это литье, при котором формы используются один раз, которые после заливки металлом и после его затвердевания разрушаются, для извлечения получения залитых отливок.
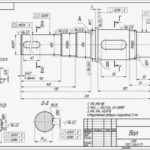
Литье по выплавляемым моделям
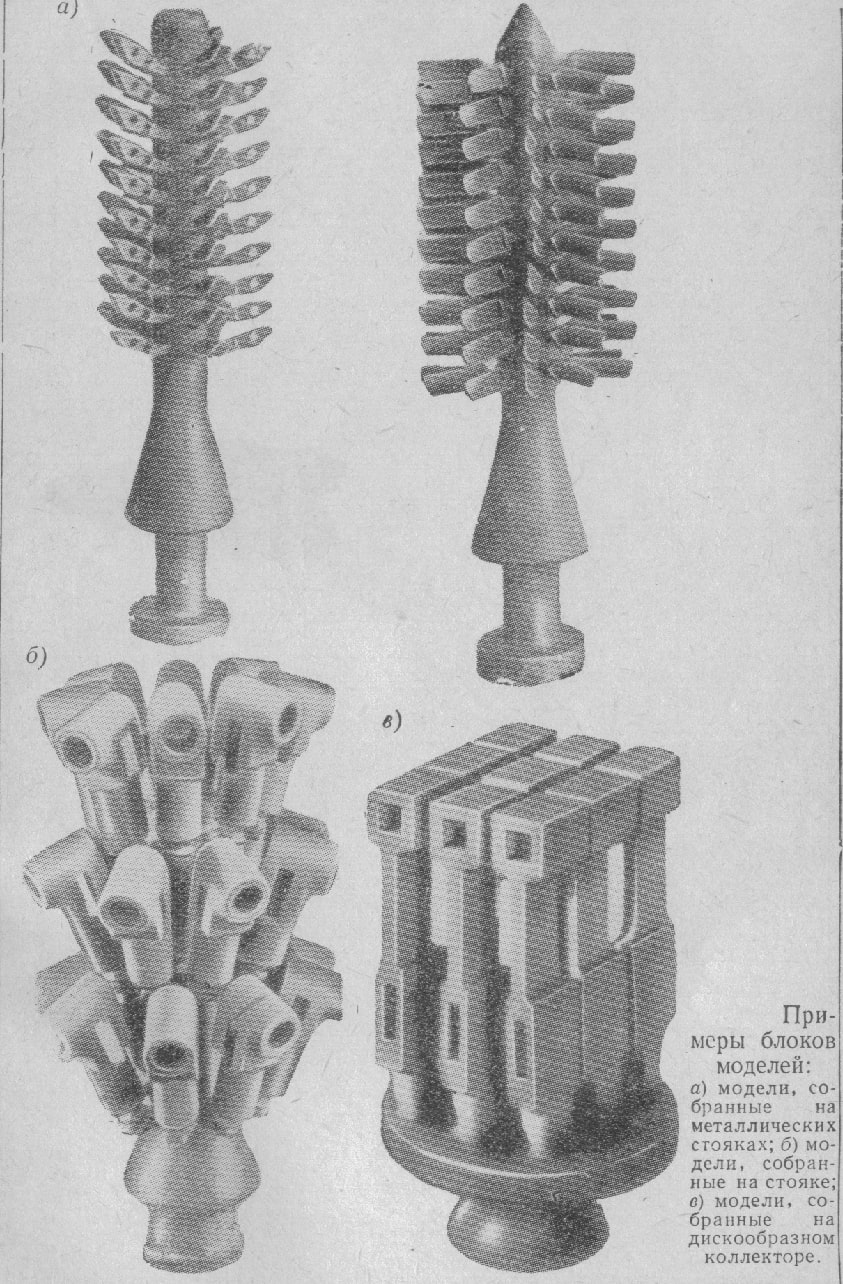
Сущность процесса литья по выплавляемым моделям заключается в следующем. Из легкоплавких модельных составов в специальных пресс формах изготавливают модели деталей, литниковых систем. Их соединяют между собой в модельные блоки. Наносят на них в несколько слоев огнеупорное покрытие. Далее следует выплавление моделей, прокаливание форм и заливка металлом.
Литье по выжигаемым моделям

Технология изготовления отливок по выжигаемым моделям похожа на технологию литья по выплавляемым моделям. Разница состоит лишь в том, что модели при данной технологии получения отливок не выплавляются , а выжигаются.
Литье по растворяемым моделям
Применение соляных моделей, удаляемых путем растворения, позволяет получать неразъемные формы не только из жидких смесей, а также из смесей на на термореактивных смолах или других гидрофобных органических связующих материалах. При применении соляных моделей возможно улучшение поверхности форм и отливок.
Солевые модели имеют преимущество по сравнению со всеми органическими материалами в том отношении, что соли подвергаются растворению а не выплавлению. Растворимость резко возрастает с повышением температуры воды.
Литье по замораживаемым моделям
В американской промышленности применяют модели из ртути, которую для этой цели замораживают до температуры -73ºС, температура плавления ртути около -39ºС.
Ртутные модели по сравнению с восковыми имеют ряд преимуществ:
- меньше объемное расширение при переходе из твердого состояния в жидкое
- удобство соединения отдельных частей модели и элементов литниковой системы, соединение производится простым легким нажимом (большая скорость самодиффузии).
- Большая прочность и хорошее сопротивление ползучести
По ртутным моделям изготавливают неразъемные формы, служащие для производства тонкостенных отливок из титана, жароупорных сталей и цветных сплавов диаметром до 1100 мм и весом до 140 кг.
Литье в тонкие оболочки

Фото взято из открытого источника яндекс.картинки
Технология изготовления оболочек следующая. Односторонняя модель нагревается до температуры 200-300ºС. На нагретую модельную плиту наносят разделительный состав. Засыпается песчано-смоляная смесь из поворотного бункера, выдерживается в течение 15-20секунд. Не приставшая смесь высыпается обратно в бункер. Модельная плита с налипшей смесью помещается в печь спекания оболочки. Спекшаяся оболочка снимается с плиты с помощью толкателей.
Литье в прессованные стержни
Технологический процесс изготовления точных и чистых отливок в прессованных стержнях заключается в следующем. Металлическую модель из пульверизатора или путем окунания покрывается слоем жароупорной облицовки. Затем модель устанавливают в опоку, которую которую наполняют влажной смесью крупнозернистого песка с 18-20% пластической глины и подвергают прессованию под давлением 200-300 кг/см2. После извлечения модели форму сушат и собирают под закалку.
Литье в песчано глинистые формы

Формы изготавливаются из формовочных смесей, основу которых составляет кварцевый песок. В качестве связующего применяется глина для придания прочности литейной форме. Прочность печано глинистых форм невелика, давление расплава на стенки формы достаточно велико, поэтому рекомендуется делать формы толстостенными.
Литье в ХТС

Фото взято из открытого источника яндекс.картинки
Из холоднотвердеющих смесей выполняются формы, возможно изготовление форм без опок, так как прочность получаемого куска полуформы достаточно высока. Оборудование для изготовления форм по ХТС достаточно разнообразное. Основной недостаток литья по ХТС является низкая производительность, т.к требуется длительное время для отвержения ХТС.