
Приготовление модельных составов

Модельные составы приготовляют в специальных термостатах, которые представляют собой металлический сосуд с водяной или глицериновой рубашкой нагреваемый от электроспиралей.
Применение охлаждающей рубашки
Применение водяной или глицериновой рубашки необходимо для постепенного нагревания модельных материалов, предупреждения возможного перегрева и увеличения угара материалов, а также их воспламенения.
Глицерин имеет более высокую температуру кипения (290º С), чем вода (100º С), поэтому он может быть применен для приготовления любых модельных составов, в то время как вода может применяться только для парафиново — стеариновых составов, нагреваемых в процессе приготовления не выше 100º С, т.е. ниже температуры кипения воды. Термостаты имеют терморегуляторы.
На рисунке приведена одна из конструкций термостатов
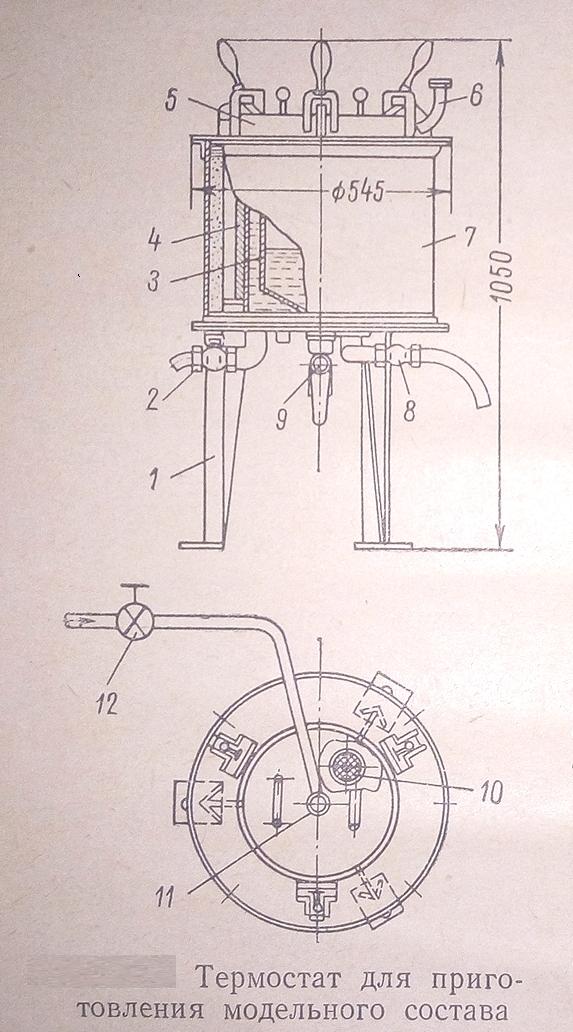
Он состоит из бака 3 с двойными стенками, заключенного в кожух 7 , внутренняя поверхность которого облицована асбоцементом для уменьшения потерь тепла во внешнюю среду.
Кожух 7 опирается на подставки 1 . Между кожухом и баком помещены электронагревательные элементы 4 , нагрев которых контролируется терморегулятором, автоматически выключающим ток при достижении заданной температуры.
Пространство между двойными стенками бака через патрубок 6 заполняется глицерином. Выпуск глицерина при необходимости его замены производится через кран 2 .
Бак имеет герметически закрывающуюся крышку 5, через которую подводится в него сжатый воздух по трубе через редукционный клапан 12 и штуцер 11 .
Сжатый воздух применяют для ускорения прохождения расплавленного модельного состава повышенной вязкости через фильтр 10, вмонтированный в конусную часть днища. Состав, прошедший через фильтр, выпускают через кран 8 .
Состав, находящийся ниже фильтра, содержит отстоявшиеся загрязняющие примеси, поэтому его не используют для изготовления моделей и периодически выпускают через центральный клапан 9 .
Характеристика термостата.
Емкость бака в л . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Продолжительность расплавления модельного состава в мин . 30
Производительность л/ч . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 40
Наибольшая температура нагрева в º С . . . . . . . . . . . . . . . . . . 300
Приготовление модельных составов
Приготовление парафино – стеариновых модельных составов в термостатах производят в следующем порядке. Взвешивают необходимое количество исходных материалов 9 в том числе и возврата , если он применяется), предварительно очищенных от внешних загрязнений.
Загружают эти материалы в бак и закрывают его крышкой. После расплавления всех материалов температуру полученного состава доводят до 100- 110 º С, выдерживают в течении 5 мин, затем состав выливают через выпускной кран 8 .
При необходимости ускорения фильтрации закрепляют крышку и и поссле открытия выпускного крана в бак подают сжатый воздух под давлением 2 – 3 атм. После выпуска модельного состава сжатый воздух выключают, открывают бак и при необходимости очищают фильтр.
Приготовление модельных составов с этилцеллюлозой СЭ 83-17 и ПСЭ 70-25-5 отличается некоторыми особенностями.
Для состава СЭ 83-17 сначала расплавляют необходимое количество стеарина и доводят его температуру до 120º С. Затем засыпают этилцеллюлозу небольшими порциями (в 3-4 приема) при непрерывном перемешивании до полного ее растворения, после чего делают выдержку 1- 2 ч при указанной выше температуре.
Полное растворение этилцеллюлозы определяют выливанием небольшого количества состава на металлическую плитку, при этом не должно быть крупинок не растворившейся этилцеллюлозы.
Состав ПСЭ 70-25-5 из-за нерастворимости этилцеллюлозы в парафине приготовляют в два приема. Сначала растворяют этилцеллюлозу в стеарине, как это делается для состава СЭ 83-17, а затем вводят необходимое количество парафина.
При приготовлении состава ППэ 90-10 сначала растворяют парафин и доводят его температуру до 100- 110º С, а затем растворяютв нем необходимое количество полиэтилена. После окончания расплавления полиэтилена необходима выдержка в течение 15- 20 мин.
Состав КПсЦ 50-30-20 имеет наиболее высокую температуру плавления и требует при приготовлении особой осторожности ( во избежание воспламенения).
При приготовлении этого состава сначала расплавляют церезин, затем вводят в него канифоль и после ее расплавления нагревают до 150-180ºС, после чего постепенно при непрерывном перемешивании добавляют необходимое количество полистирола.
После введения полистирола повышают температуру до 230 — 250ºС, без перемешивания и до 270ºС при периодическом перемешивании (через 3- 5 мин) до полного расплавления полистирола и получения однородной массы. Затем модельный состав охлаждают до 250ºС и выдерживают при этой температуре 30- 50 мин для получения большей однородности.
Качество приготовленного состава определяют следующим образом. Стеклянной или металлической палочкой каплю состава переносят на чистую фильтровальную бумагу. При хорошо приготовленном однородном модельном составе пятно от капли также однородное.
Наличие же маслянистых ( жирных) участков в полученном пятне указывает на неполное растворение полистирола. В этом случае необходима дополнительная выдержка приготовляемого состава при 250ºС.
Готовый состав охлаждают до 180 — 200º С, выдерживают 20 – 30 мин для удаления воздушных и газовых пузырей и выпускают из термостата.
Готовый жидкий модельный состав передают в крупных цехах по специальному обогреваемому трубопроводу к месту изготовления моделей или приготовления из него пасты.
В более мелких цехах его транспортируют в раздаточных сосудах. Имеются установки, в которых совмещены: приготовление расплавленного модельного состава и получение из него пасты.
Приготовление состава, получение из него пасты и запрессовка ее в пресс формы; приготовление пасты и ее запрессовка.
Если же состав предназначен для хранения и последующего применения, то его после остывания выливают в специальные плоские формы из алюминия , низкоуглеродистой стали или лучше всего из нержавеющей стали, в которых он охлаждается и затвердевает.
После затвердевания плитки модельного состава маркируют, вынимают из форм и складируют для хранения.


