
Изготовление моделей литников и прибылей

Изготовление моделей литников и прибылей часто изготовляют в отдельных пресс формах. Для моделей литниковой системы применяют жидкий модельный состав.
Обеспечивающий по сравнению с пастообразным повышенную прочность моделей, что необходимо для получения прочного модельного комплекта.
Модели литников и прибылей, не несущие нагрузки можно выполнить из пастообразного модельного состава.
Модели литниковой системы и прибылей с целью экономии обычно изготовляют из возврата, а не из свежих материалов. Эти модели могут быть сплошными и полыми.
Полости в моделях литниковых воронок, стояков и литниковых ходов получают с помощью металлических вставок в пресс формах.
Способ выливания для таких моделей обычно не применяют, так как он не обеспечивает получения равномерных отливок и достаточной прочности. Полые модели прибылей, не несущие наг7рузки, могут быть изготовлены и выливанием.
Для облегчения работы и удобства нанесения огнеупорного покрытия на модельный комплект в литниковую воронку заливают металлический вкладыш – ручку, за которую
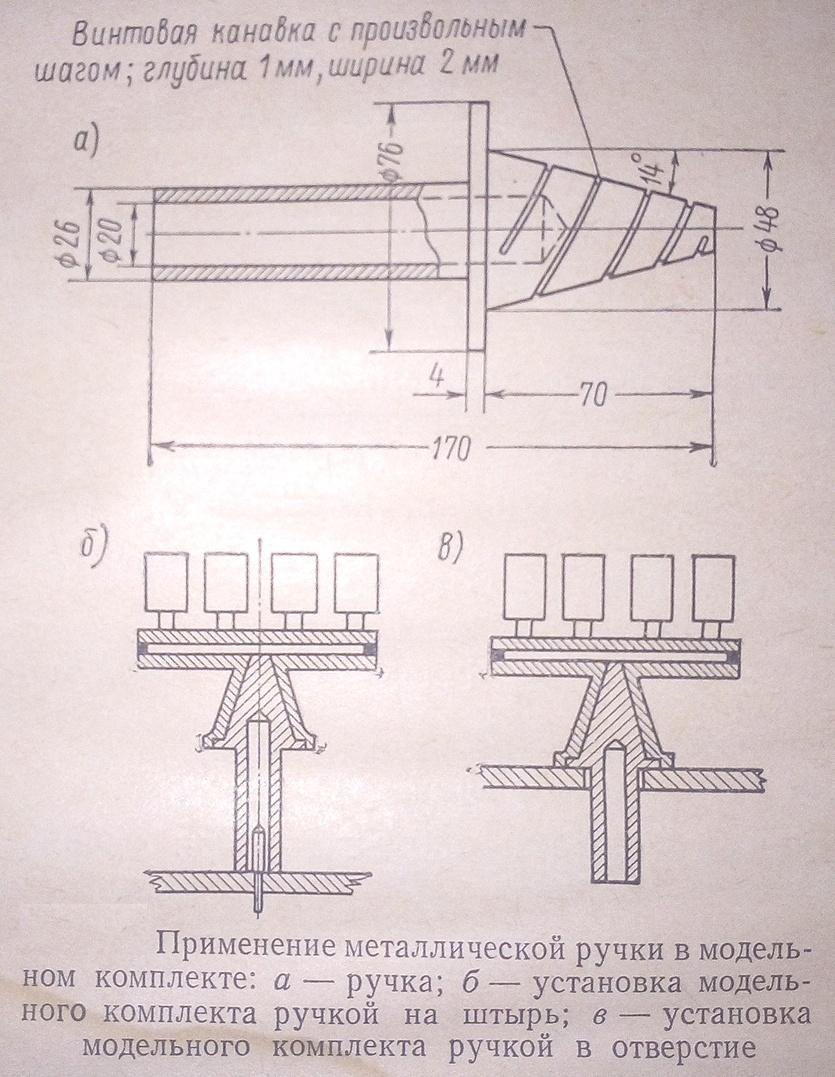
в дальнейшем держат комплект. Эту ручку вывертывают (удаляют) из модели воронки перед выплавлением моделей. При этом образуется полость, облегчающая выплавление моделей и понижающая расход модельных материалов.
Если литниковую воронку изготовляют вместе со стояком. То внутри модели стояка устанавливают металлический стержень (лучше полый для уменьшения веса), заканчивающийся также ручкой.
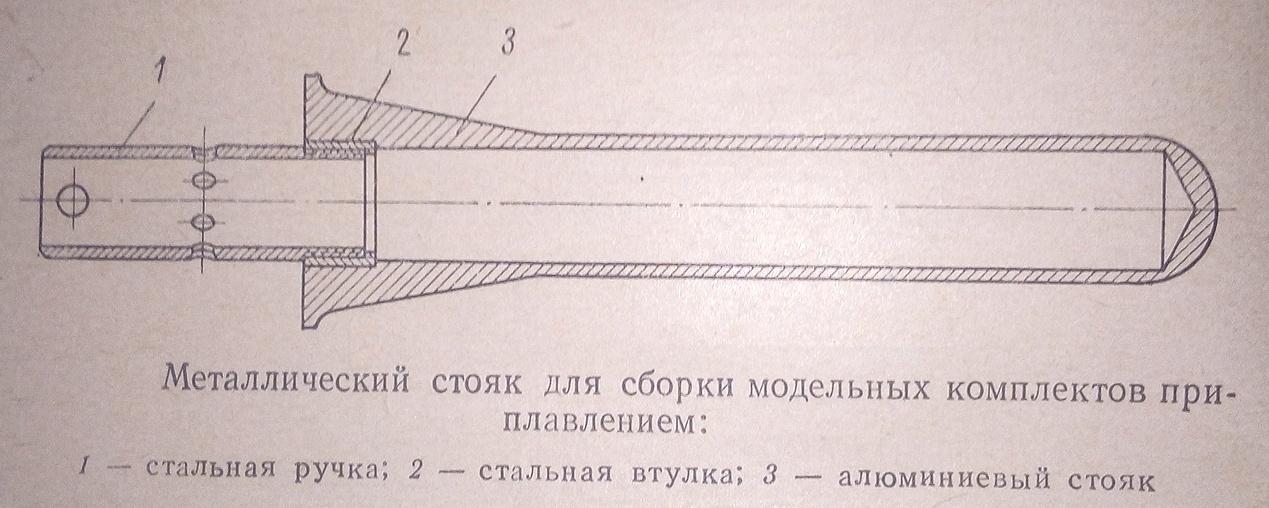
Такие стержни, называют металлическим стояком, повышают прочность модельного комплекта и снижают расход модельного состава. Металлический стояк облицовывают слоем модельного состава толщиной 3-6 мм в зависимости от размеров моделей и собираемого комплекта.
Модельный состав на него можно наносить в пресс форме, в которую устанавливают металлический стояк перед заливкой или запрессовкой модельного состава, или окунанием в расплавленный модельный состав.
В последнем случае стояк, держа за ручку, окунают в жидкий модельный состав с невысокой температурой и вынимают для охлаждения и затвердевания оставшегося на нем слоя модельного состава.
Окунание производят несколько раз до наращивания слоя необходимой толщины. Для получения правильной цилиндрической формы нарощенного слоя стояк пропускают через нагретое калиброванное кольцо.
Готовые стояки передают на сборку. При выплавлении моделей металлический стояк выпадает, образуя полость, облегчающую процесс выплавления моделей.


